基 础 资 料( 焊 材 ) 说明:制定焊接材料消耗工艺定额标准所采纳的系数为: 手工焊: G 填(填充金属重量)= G 条/0
5 (焊条重量); 埋弧自动焊: G 丝(焊丝重量)=1
1 G 填 G 剂=1
3 G 填; 电渣焊: G 丝=1
05 G 填; 气焊: G 丝=1
05 G 填 (焊铝时:G 丝=1
3 G 填) 氩弧焊: G 丝=1
1 G 填; G 条 = 1
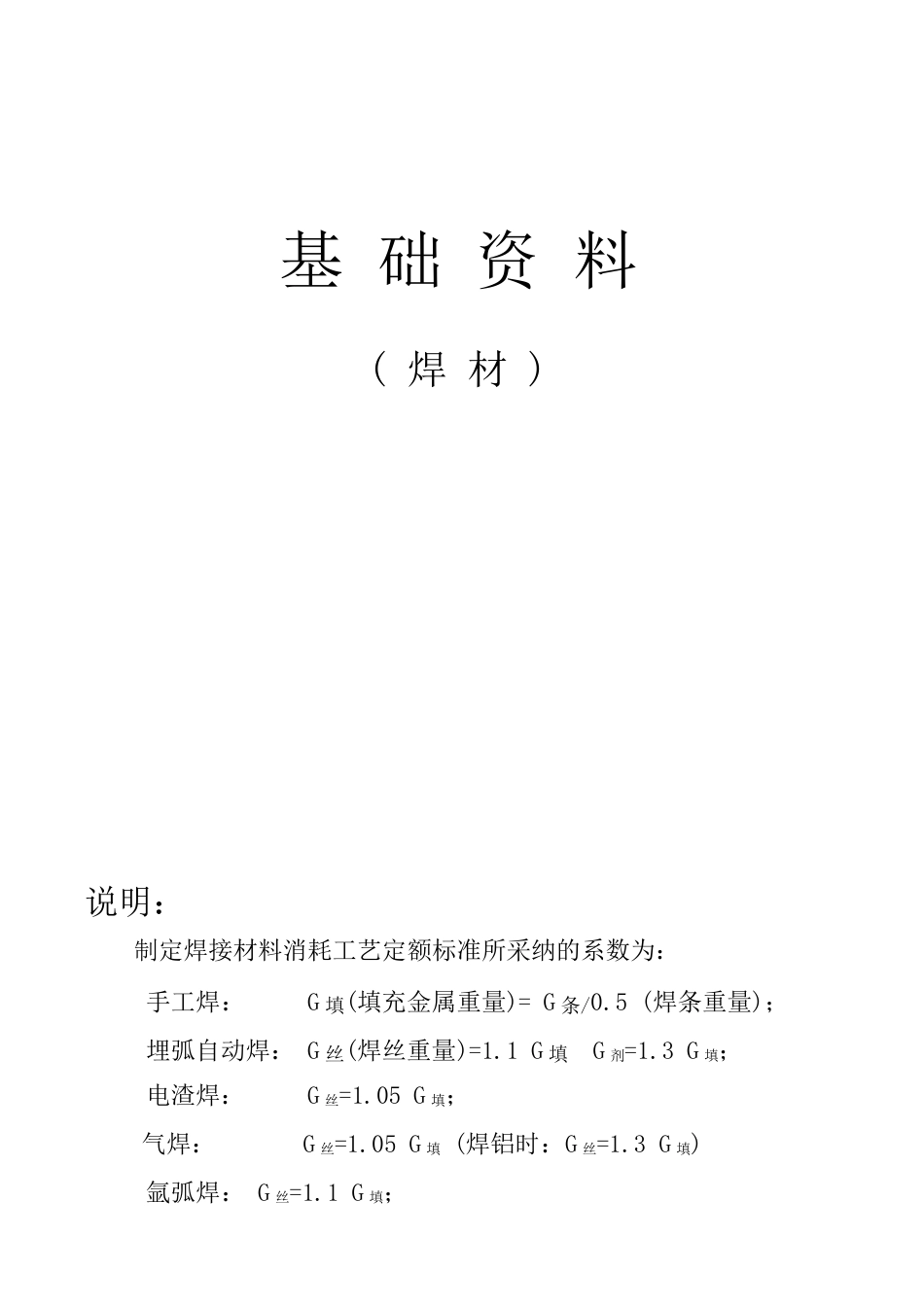
9 G 丝 (G 丝为自动焊、电渣焊、气焊及氩弧焊焊丝定额)管 子 对 接 焊 缝第 1 页坡 口 形 式 与 焊 缝注: 1、表中焊丝为全气焊、全手工氩弧焊定额, 2、表中焊条为手工电焊定额, 3、当采纳手工氩弧焊打底,手工电弧焊盖面时,表中焊条应乘以 0
另外氩弧焊打底
焊丝按 6Kg/100 个头计算
管 壁 厚 度焊 缝 截 面 积焊接材料消耗工艺定额 Kg / m( mm )( mm2 )焊 丝焊 条2
28011981
52812115
79613133
08014153
41416197
08218247
854203024
71622363
66424430
71226502
84628580
05630663
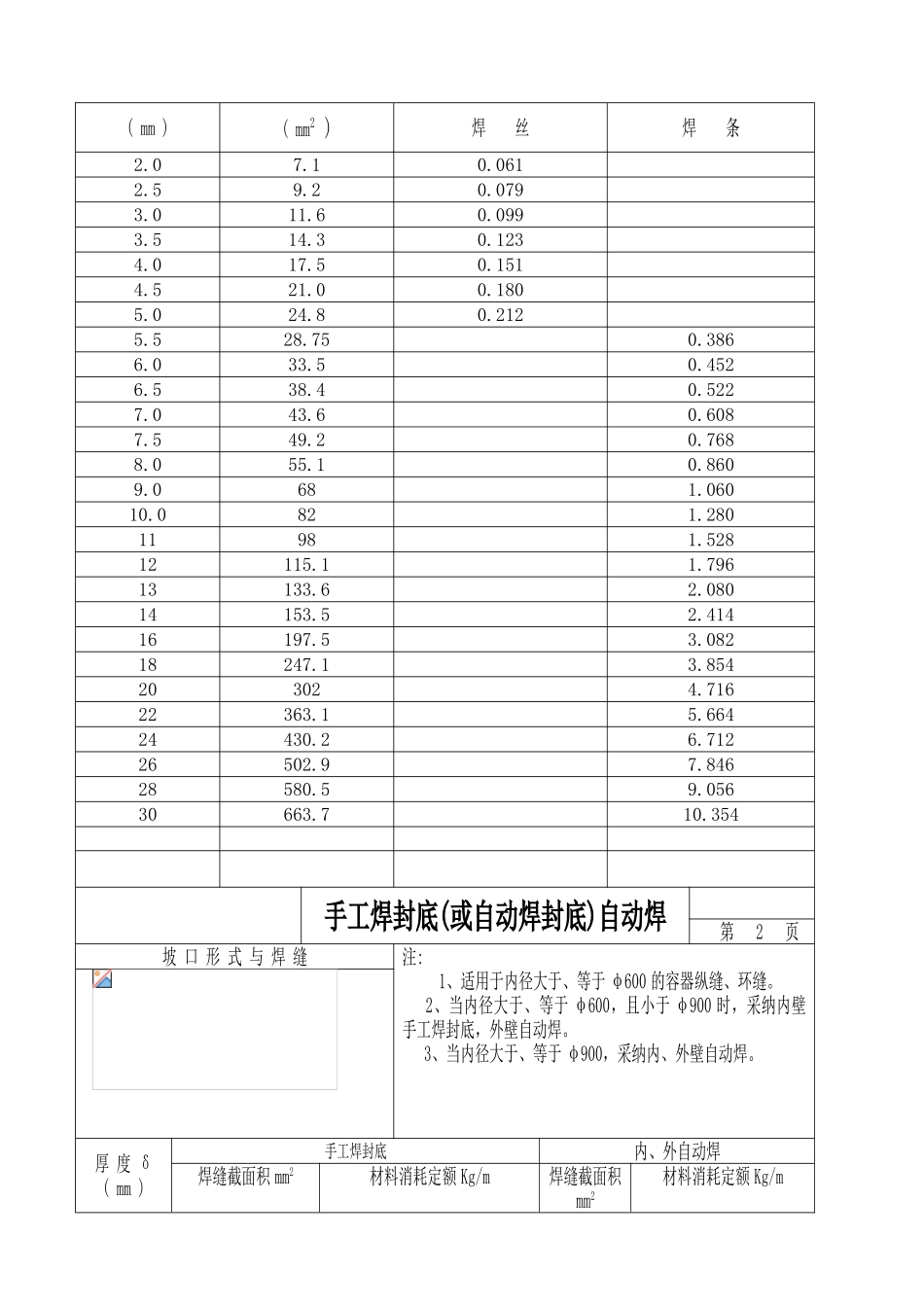
354手工焊封底(或自动焊封底)自动焊第 2 页坡 口 形 式 与 焊 缝注: 1、适用于内径大于、等于 φ600 的容器纵缝、环缝
2、当内径大于、等于 φ600,且