第一章 轻型钢结构加工制造的基本知识轻型钢结构工程是一个系统工程,它包括设计、加工制造和施工安装三个过程;包含的具体内容有:主结构系统、次结构系统和围护系统三大方面
了解轻型钢结构各个组成部分的加工制造过程对于工程师而言是十分必要的
主结构系统包括主刚架和支撑体系
支撑体系包括水平支撑、柱间支撑和刚性系杆等部分
由于支撑体系采纳的构件大多为圆钢、角钢和钢管等,构件简单、制作方便,且支撑体系节点多为标准节点,因此这部分产品大多为各公司的标准产品
本章仅从轻型钢结构的主刚架和围护系统两方面介绍轻型钢结构的加工制造;同时介绍钢结构的防腐处理和防火处理的相关知识
第一节 H 型钢的制作及其设备轻型钢结构的主刚架包括门式刚架和山墙抗风柱等部分
主刚架作为建筑结构的骨架,支承整个建筑结构系统,承受和传递着各类荷载
根据跨度、高度及荷载的不同,门式刚架的梁、柱一般采纳变截面或等截面的实腹式焊接 H 型截面或轧制 H 型截面
变截面构件通常改变腹板的高度做成楔形形状,必要时也可改变腹板的厚度
结构构件在运输单元内一般不改变翼缘截面,邻接的运输单元可采纳不同厚度和宽度的翼缘截面
因受加工设备限制,H 型钢截面高度一般不能超过 2m
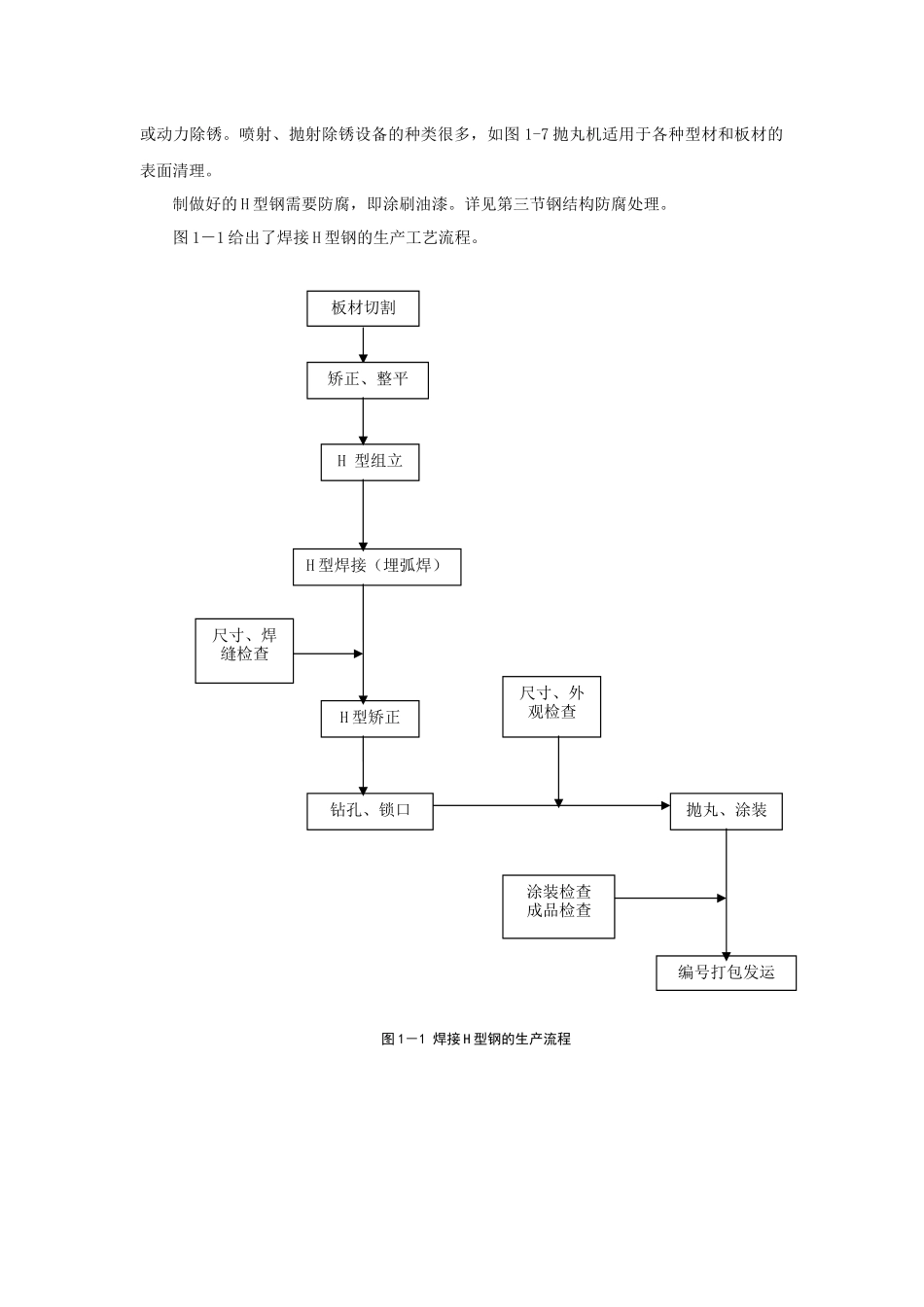
下面将按焊接 H 型钢生产工艺流程的顺序介绍焊接 H 型钢的制作机器设备
一、板材下料切割板材下料切割的方法有:机械切割法、气割法、等离子切割法等
在钢结构制造厂中,一般情况下,钢板厚度在 12~16mm 以下的直线型切割,采纳剪切下料
常用的剪切机械有剪板机
气割多用于带曲线的零件和厚钢板的切割
气割能切割各种厚度的钢材,设备灵活、费用经济、切割精度较高,是目前使用最广泛的切割方法
气割按切割设备可分为:手工气割、半自动气割、仿型气割、多头气割、数控气割和光电跟踪气割
焊接 H 型钢生产线的下料设备一般配备数控多头切割机或直条多头切割机,此类切割设备是高效率的板