箱型柱生产线生产工法编制:2006 年 11 月 27 日箱型柱生产线生产工法一.概述随着钢结构市场的进展,箱型梁在桥梁,电站,锅炉,高层建筑领域的运用越来越多
从受力角度上比较,界面面积相同的工字型截面和箱型截面,其扭转常数之比约为 1:500,最大扭转剪应力之比近于 30:1
而且其“口”型的截面形式,具有双向应力作用下有较高的抗弯性能
另外,从整体稳定上,箱型柱也优于工字型截面柱
所以,在特定的应用场所,箱型柱具有其特有的结构优势,从而能达到更好的经济优势
鉴于箱型柱在钢结构中的有点和地位,我公司为在该领域中占有领先地位,从无锡华联焊割设备厂购进整套的箱型柱生产线及其相关产品,从而扩大了公司在大型钢结构市场
二、适用范围本工法适用于主体立柱中隔板上的透气孔直径小,且隔板四边均须进行焊接的高强箱型钢结构的制作
包括主箱体的预制、组焊,内部隔板,外部牛腿等的预制安装
三、工法特点 1、质量好、效率高
2、通过仔细细致的技术准备并设计专用的组对胎具,可以很好的控制误差,且减少了施工难度
同时减少了组对中的调整过程,这样即保证了质量,又大大提高了生产效率
3、隔板采纳电渣焊进行焊接,提高了生产效率,降低了生产成本,解决了内部隔板焊接困难的问题
四、施工准备1、把安装图转化成制作图,并对施工图纸进行了仔细细致的审核
同时进行了焊接工艺评定,焊工及无损检测人员资格确认
编制了《箱形柱制作工艺》、《箱形柱焊接工艺》、《箱形柱制作吊装安全技术措施》等技术工艺文件,并对施工人员进行了详尽的技术交底
2、根据预制型钢的规格计算出不同部位的收缩余量及焊透部位、半焊透部位的位置与尺寸,画出型钢侧板的隔板位置画线图
3、根据型钢的规格设计出:隔板与垫板组对胎具,型钢组对胎具,型钢吊装胎具、电渣焊焊接龙门架等专用胎具
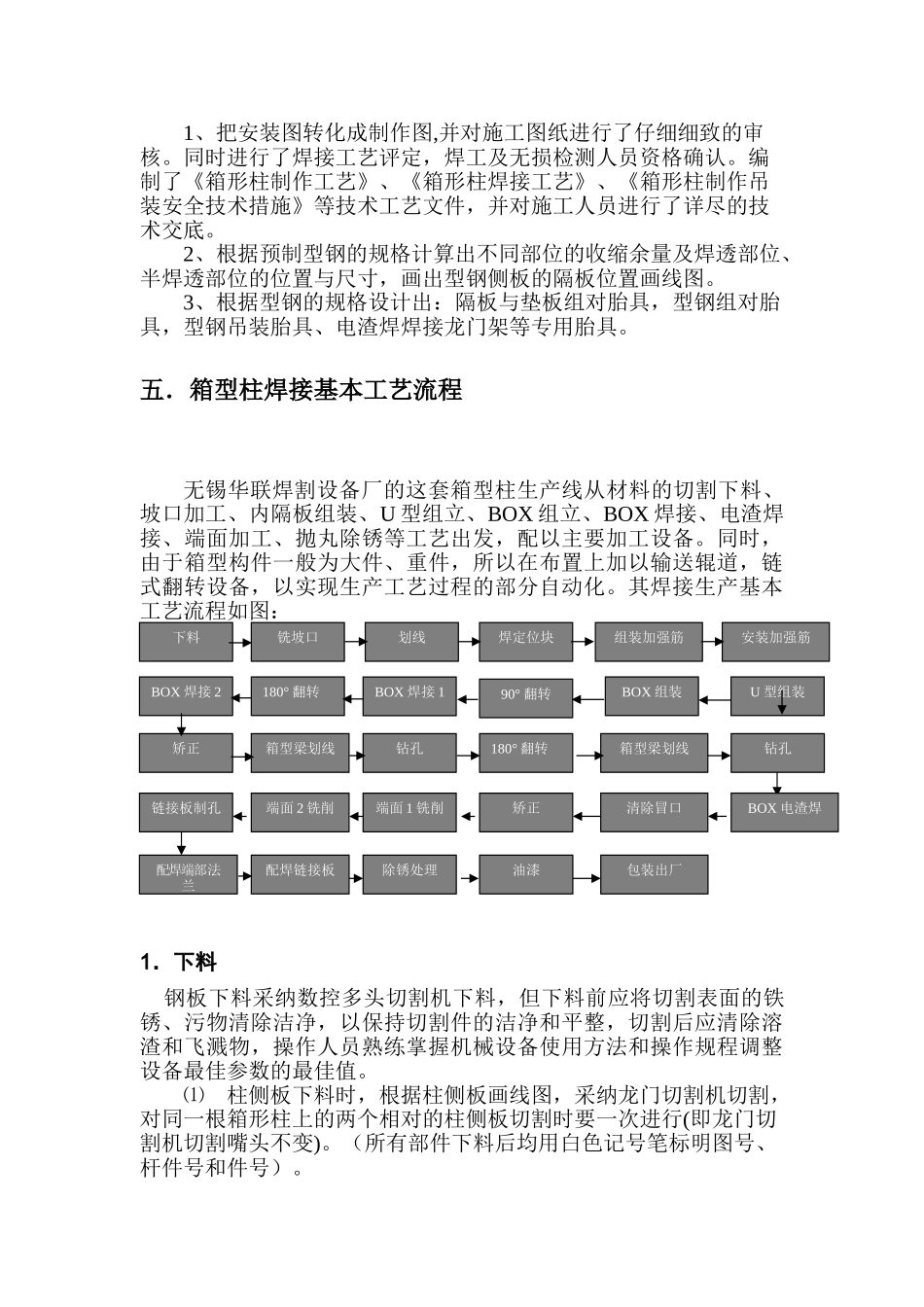
五.箱型柱焊接基本工艺流程 无锡华联焊割设备厂的这套箱型柱生产线从材料的切割下