巨拱(ZG3-6)吊装方案一、总体概述 1.单根弦杆对接便于管口调整就位,同时便于测量控制
2.四根弦杆组拼,由于对接变形宜产生错边,同时局部应力过大
3.巨拱近似悬链线线形,其中桁架弦杆以直代曲,若整体吊装不能保证四根弦杆对接同时就位
4.巨拱(ZG3-6)整体吊装不能保证整体形位尺寸的控制
5.弦杆安装就位时会出现二根或三根主弦杆达到设计值,而另外几根弦杆达不到设计值
根据本工程结构特点与以上现场安装实际情况,巨拱(ZG3-6)实行高空散装,从而确保结构安全性、可行性、操作性
二.吊装前准备工作1.构件堆放:a
构件编号放置在两端醒目处,以便吊装时构件容易查找
构件可按吊装先后顺序,在保证起重机械行走通畅的情况下,按规格与型号分别堆放于吊装位置附近
2.测量:a
根据总包提供测量控制网线,对巨拱 ZG2 管口进行测量
并对测量结果进行记录
针对测量成果,进一步控巨拱 ZG3 管口的调整
吊机的选则:a
巨拱 ZG3-6 弦杆重量为:30 吨、作业半径为 16 米
根据单元最重 30 吨、作业半径为 16 米,选则履带吊为 150 吨,臂长 45 米,作业半径 16 米,起吊重量为 37 吨
所以满足吊装要求
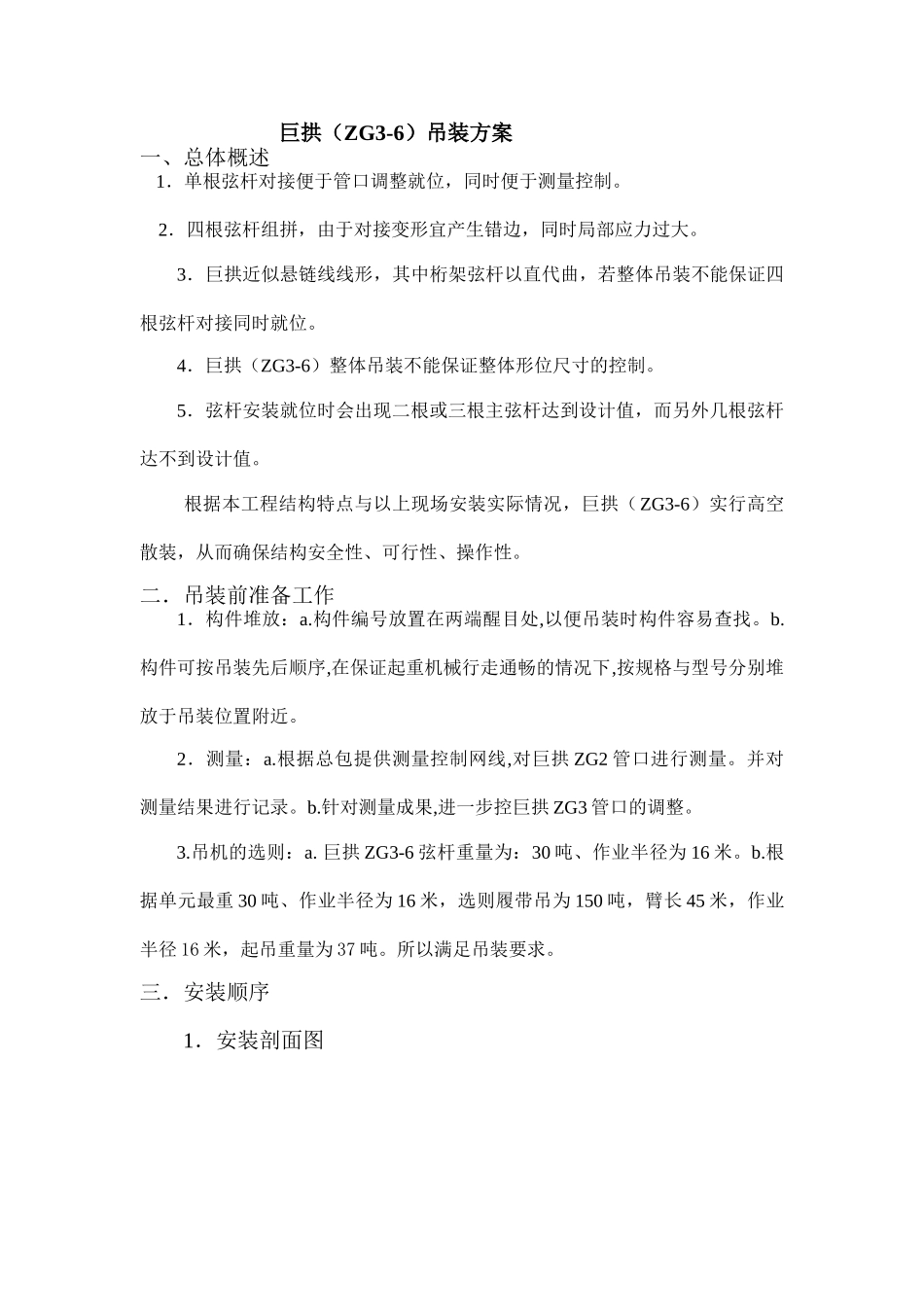
三.安装顺序1.安装剖面图 2.根据本工程结构特点与现场安装情况,先安装弦杆,再安装斜腹杆
3.弦杆安装顺序:先安装底层 2 根弦杆 ZG3XG-2、ZG3XG-3,再安装上层 2 根弦杆 ZG3XG-1、ZG3XG-4
4.安装后复测弦杆定位坐标,并要求达到设计值
5.安装就位时应预考虑好焊接收缩、温度变化、安装误差,预留好安装的余量,其弦杆间隙控制 6mm-10mm
6.桁架弦杆对接管口出现椭圆时,均匀平滑过渡,局部错边较大地方,采纳局部处理以确保错边量达到法律规范要求以内
四.焊接 1.先焊主弦杆,再焊腹杆
2.在大风、雨季节时,及时了