锅炉受热面安装工艺标准1 总则1
1 本工艺标准适用于各类蒸汽、热水锅炉受热面的安装施工
2 本工艺标准为锅炉受热面安装通用工艺标准,应与安装施工图纸和相应法律规范、标准配合使用
3 在执行本工艺标准时,锅炉受热面安装过程中的胀接、焊接、无损检测和热处理等施工,应执行本公司的相应工艺标准规定
4 本工艺标准同国家、行业现行标准、法律规范相抵触时,应以国家、行业现行标准、法律规范为准
2编制依据《蒸汽锅炉安全技术监察规程》《热水锅炉安全技术监察规程》DL/T5047《电力建设施工及验收技术法律规范(锅炉机组篇)》DL/5007-92《电力建设施工及验收技术法律规范(火力发电厂焊接篇)》GB50273《工业锅炉安装工程施工及验收法律规范》3受热面安装3
1 一般规定3
1 锅炉受热面在安装前应根据供货清单、装箱单和施工图纸进行全面清理,并检查表面有无裂纹、创伤、龟裂、压扁、砂眼和分层等缺陷;如外表面缺陷深度超过管子标准壁厚的 10%以上时,应按规定进行处理;并应着重检查承受荷重部件的承力焊缝,该焊缝高度必须符合图纸规定
2 受热面合金钢部件的材质应符合技术文件规定,安装前必须进行材质复查,并在明显部位作出标识;安装结束后应该对标识,标识不清楚者应再进行一次材质复查
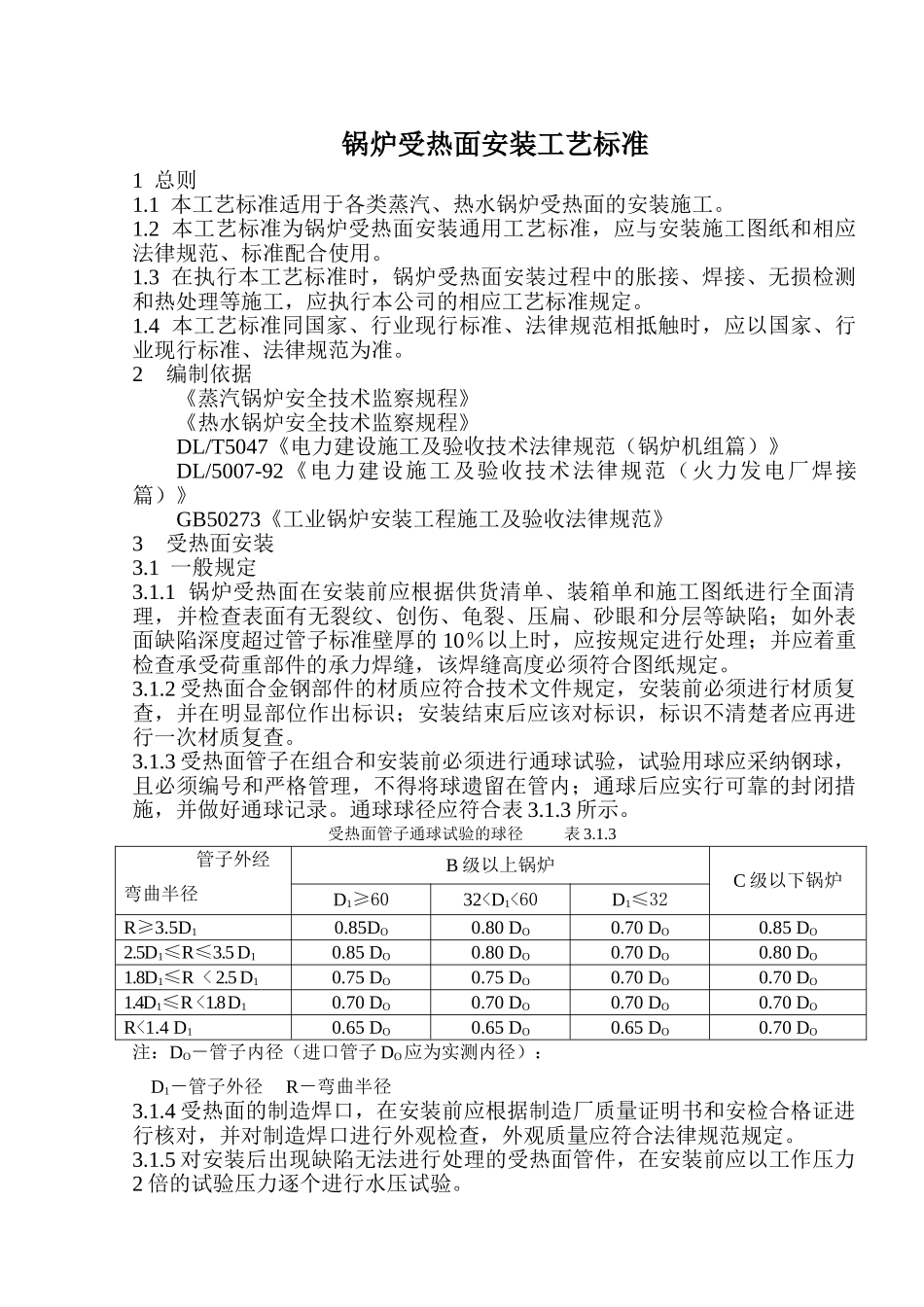
3 受热面管子在组合和安装前必须进行通球试验,试验用球应采纳钢球,且必须编号和严格管理,不得将球遗留在管内;通球后应实行可靠的封闭措施,并做好通球记录
通球球径应符合表 3
受热面管子通球试验的球径 表 3
3 管子外经弯曲半径B 级以上锅炉C 级以下锅炉D1≥6032