1 目 的为指导整体淬火工序的工艺设计、确保外委整体淬火工序质量符合相关技术要求, 确定公 司 几 种 常 见 产 品 整 体 淬 火 技 术 标 准 , 法 律 规范 整 体 淬 火 处 理 产 品 的 验 收 标 准
2 适 用 范 围本要求适用于非标轴承整体淬火工序, 常用的 材 料 为 GCr15系 列 高 碳 铬 轴 承 钢
3 内 容 3
1 整 体 淬 火 的 过 程 控 制
过 程 中 各 个 要 素 , 如 : 工 作 环 境 、 设 备 、 仪 器及工装、原材料、工艺、检验; 人员素养、文件 控 制 等 , 严 格 根 据 GB/T16924-1997《 钢 件 的 淬 火 与回火》、GJB509A—95《热处理工艺质量控制要求 》 执 行
外 包 方 需 要 提 供 以 下 证 明 特 别 过 程的 质 量 文 件 :3
1热 处 理 工 艺 卡 片
2热 处 理 过 程 作 业 记 录
3 设 备 、 仪 器 、 仪 表 、 工 装 检 定 、 检 查 记 录
4 检 验 作 业 记 录
5生 产 作 业 人 员 和 检 验 作 业 人 员 的 能 力 确 认
2 公 司 根 据 以 上 内 容 , 结 合 产 品 验 证 , 确 立 合 格供 方
3 整 体 淬 火 技 术 要 求
执 行 标 准 :JB/T1255-2001《 高 碳 铬 轴 承 钢 滚 动 轴 承 零件 热 处 理 技 术 条 件 》
外 观 应 无 裂 纹 及 伤 痕 等
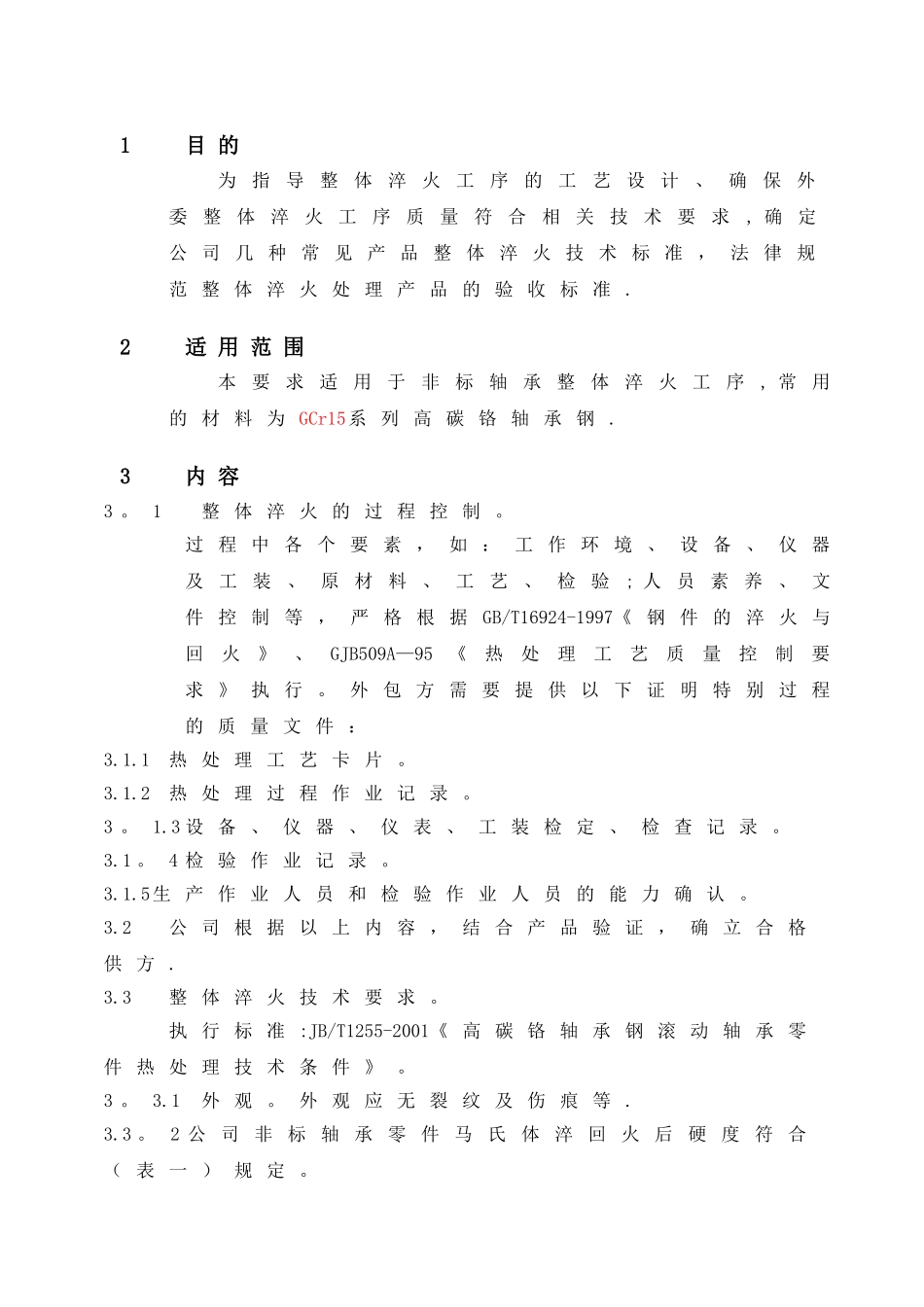
2 公 司 非 标 轴 承 零 件 马 氏 体 淬 回 火 后 硬 度 符 合( 表 一 ) 规 定
( 表 一 )零件名称规格/mm淬火后硬度(HRC )常规回火后硬度(HRC)2