冲裁力、卸料力及推件力的计算
录入: 151zqh 来源: 日期: 2025—7-9,16:36 一、 冲裁力的计算 冲裁力是指冲裁过程中的最大剪切抗力,计算冲裁力的目的是为了合理选择压力机和设计模具
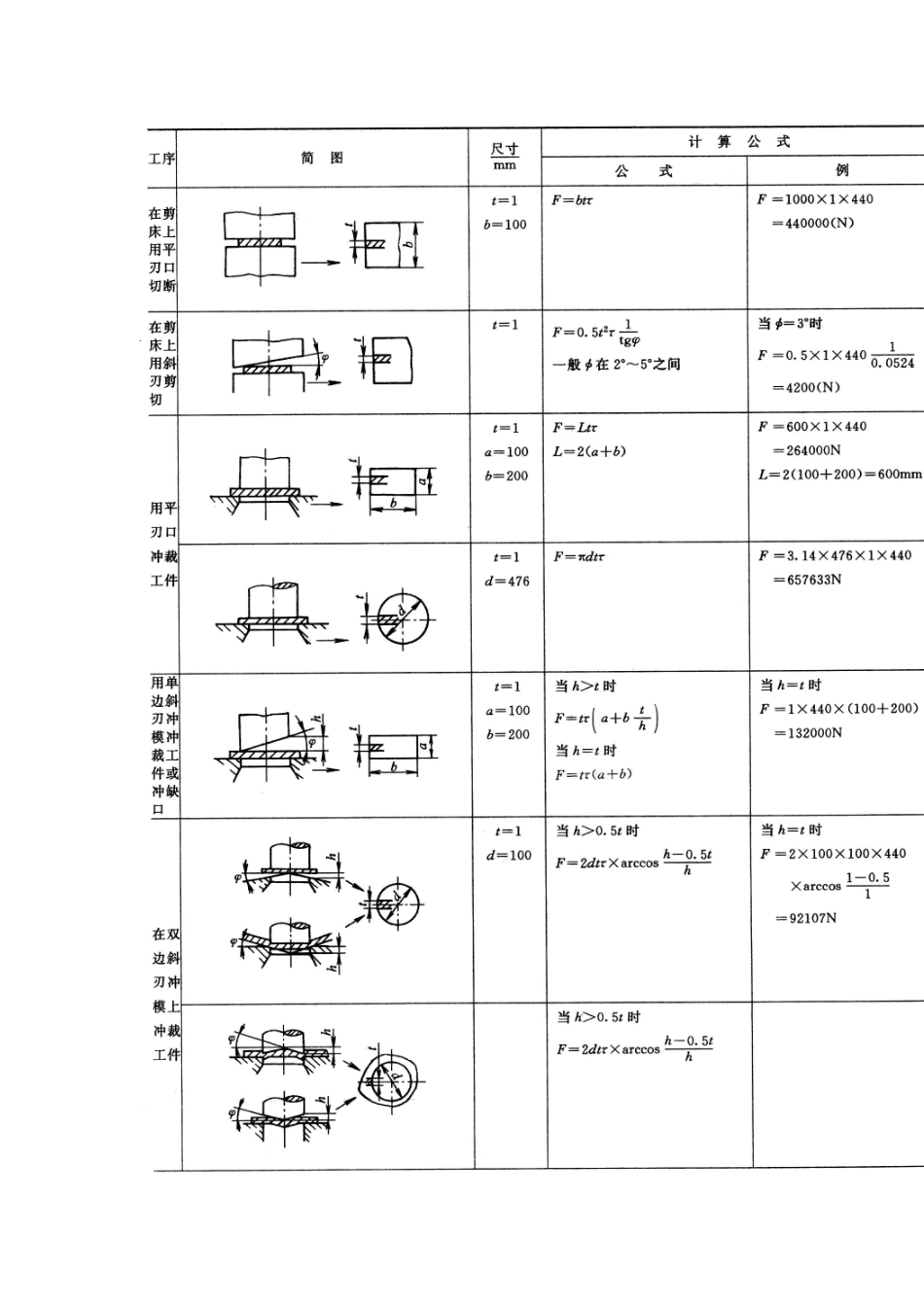
各种形状刃口冲裁力的基本计算公式见表 6
考虑到模具刃口 的磨损、凸模与凹模的间隙不均、材料性能的波动和材料厚度偏差等因素,实际所需冲裁力应比表列公式计算的值增加 30%
表 6 冲裁力的计算公式及举例注:1
τ 为材料之抗剪强度
由表查得: τ=440Mpa 2
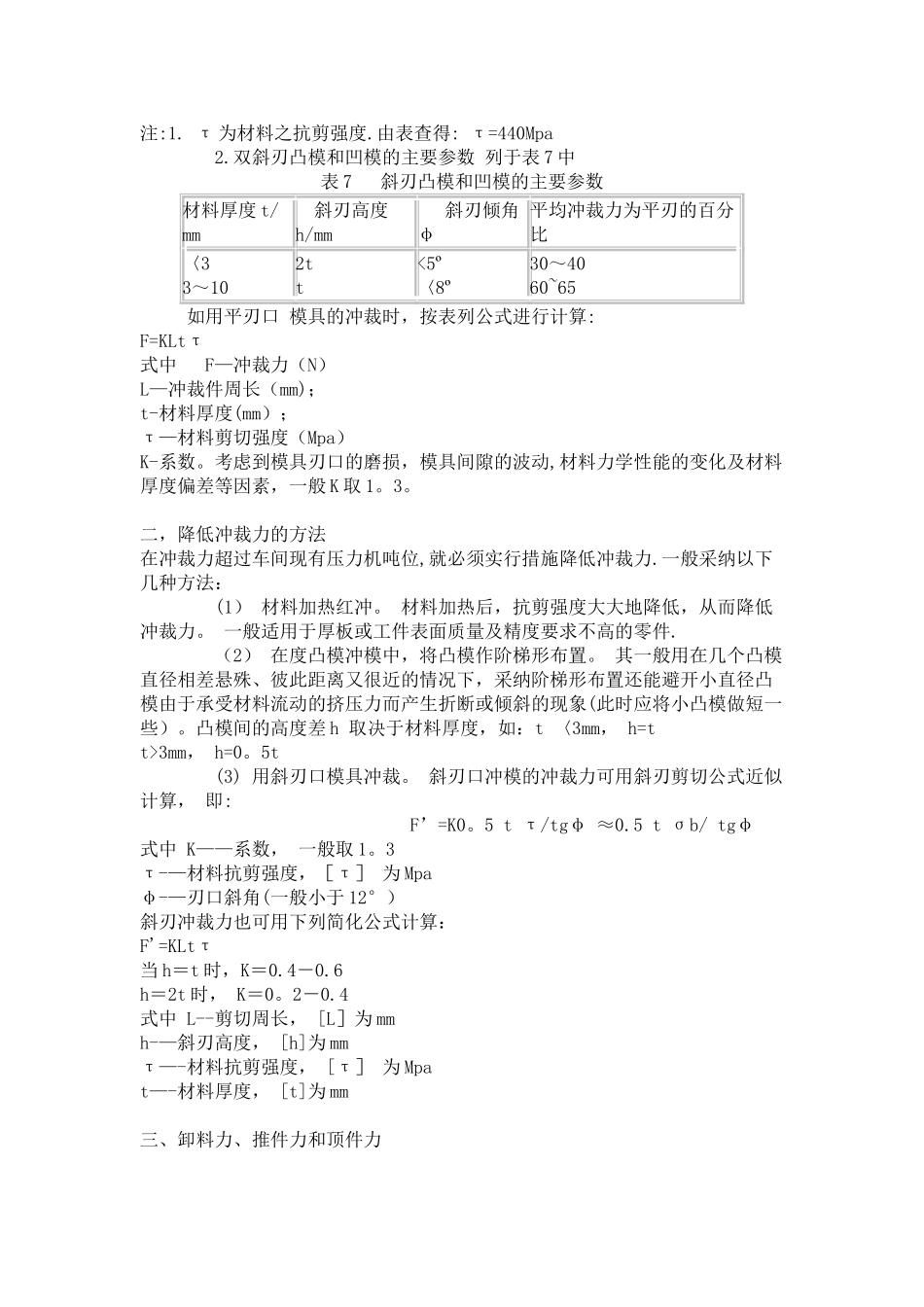
双斜刃凸模和凹模的主要参数 列于表 7 中表 7 斜刃凸模和凹模的主要参数材料厚度 t/mm 斜刃高度h/mm 斜刃倾角φ平均冲裁力为平刃的百分比〈33~102tt3mm, h=0
5t (3) 用斜刃口模具冲裁
斜刃口冲模的冲裁力可用斜刃剪切公式近似计算, 即: F’=K0
5 t τ/tgφ ≈0
5 t σb/ tgφ式中 K——系数, 一般取 1
3τ-—材料抗剪强度,[τ] 为 Mpaφ-—刃口斜角(一般小于 12°)斜刃冲裁力也可用下列简化公式计算:F'=KLtτ当 h=t 时,K=0
6h=2t 时, K=0
4式中 L--剪切周长, [L]为 mmh-—斜刃高度, [h]为 mmτ—-材料抗剪强度, [τ] 为 Mpat—-材料厚度, [t]为 mm 三、卸料力、推件力和顶件力 冲裁时,工件或废料从凸模上卸下来的力叫卸料力,从凹模内将工件或废料顺着冲裁的方向推出的力叫推件力,逆冲裁方向顶出的力叫顶件力
通常多以经验公式计算:卸料力 F 卸=K 卸F (N)推件力 F 推=nK 推F (N)顶件力