叶丝加香机管路系统的改进摘要:通过对制丝车间的加香机进行系统检验,发现通过质量流量计的香料重量与实际施加到混合丝中的香料重量有明显差异
统计香料重量与质量流量计数据,对比结果表明,加香系统中有约 0
21kg的香料经过了流量计计量,但未能加入到混合丝中
导致实际加香比例失真,加香精度降低
另外,此段管路积存香料,在更换牌号生产时,需要将香料外接,否则易造成香料串香,引起质量事故,这样就给生产组织带来不便,降低生产效率
关键词:加香 施加香料重量 质量流量计 差异 积存香料 -————-—————-——--—---———-—---——---——-—前 言在卷烟工业中,加香的工艺过程是进料振槽将烘后叶丝、梗丝、膨胀丝、薄片丝等混合后的混合丝送进加香滚筒内,滚筒内壁上的齿钉带动混合丝翻滚抛洒
混合丝流量信号控制齿轮泵转速,使香料的流量符合加香比例要求
香料罐内的香料由齿轮泵增压后,经质量流量计计量,压缩空气将香料雾化,均匀喷洒在烟丝上
加香时应根据配方规定的加香比例喷洒,加香精度误差要求小于 0
控制加香精度,对稳定或提高卷烟品质,尤其对卷烟风格特征稳定性有重要影响
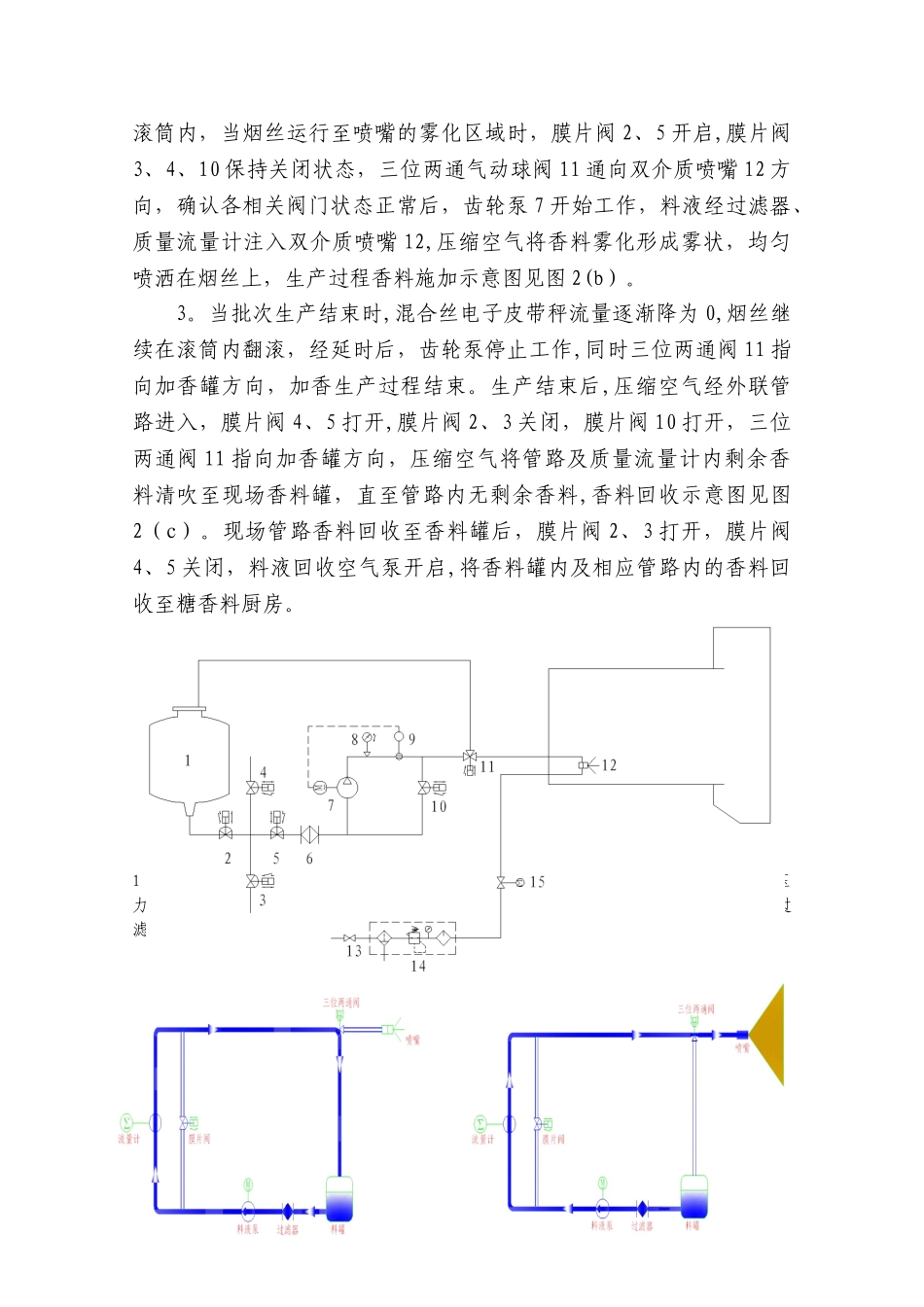
一 加香流程简介加香机管路系统原理图见图 1
加香系统香料施加过程分为预填充、生产和香料回收三个过程
香料由糖香料厨房输送至加香罐后,在加香现场按预填充“启动”按钮,膜片阀 2、5 开启,膜片阀 3、4、10 保持关闭状态,三位二通气动球阀 11 通向加香罐方向,齿轮泵 7 确认各相关阀门状态后运行,加香系统开始进行预填充,料液在此部分管道及加香罐内循环流动,当质量流量计显示料液流量趋于稳定时,停止预填充过程
预填充使管道内料液完全填充,并消除气泡,可有效保证加香的瞬时精度
预填充示意图见图 2(a)
混合烟丝经电子皮带秤计量后,进料振槽将混合丝送进加香滚筒内,当烟丝运行至喷嘴的雾化区域时,膜片阀 2