第1页共48页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共48页3
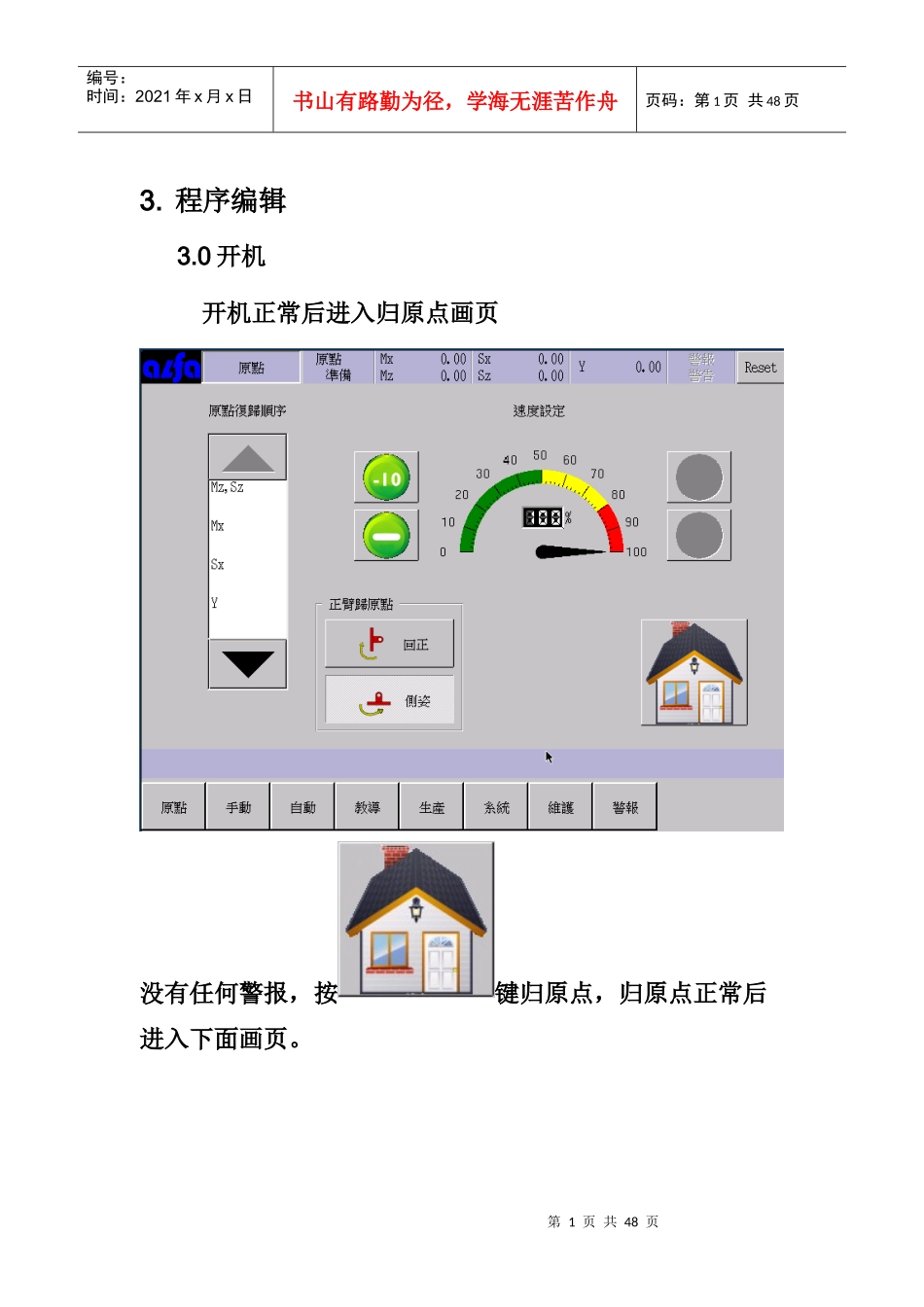
0开机开机正常后进入归原点画页没有任何警报,按键归原点,归原点正常后进入下面画页
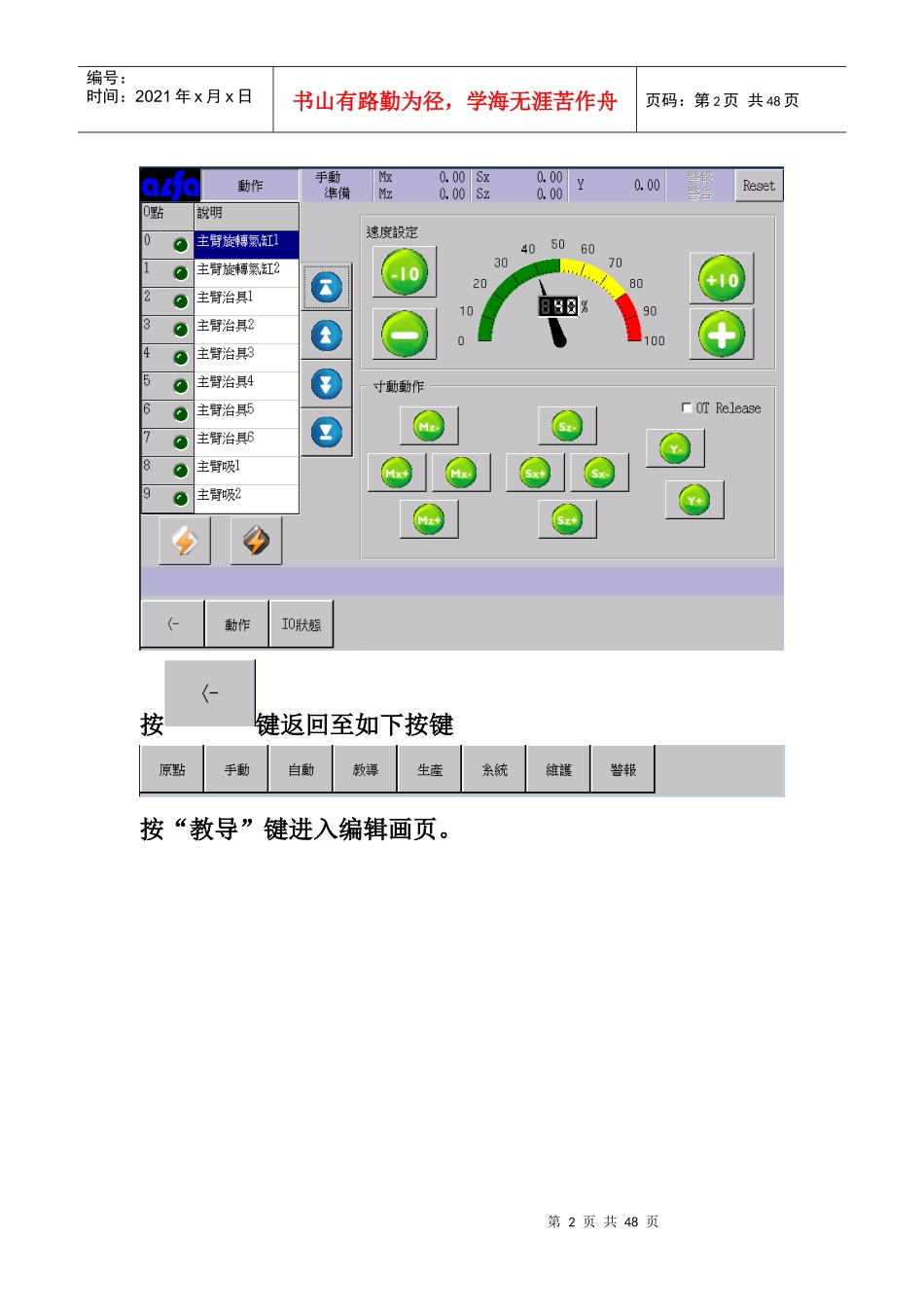
第2页共48页第1页共48页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共48页按键返回至如下按键按“教导”键进入编辑画页
第3页共48页第2页共48页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共48页3
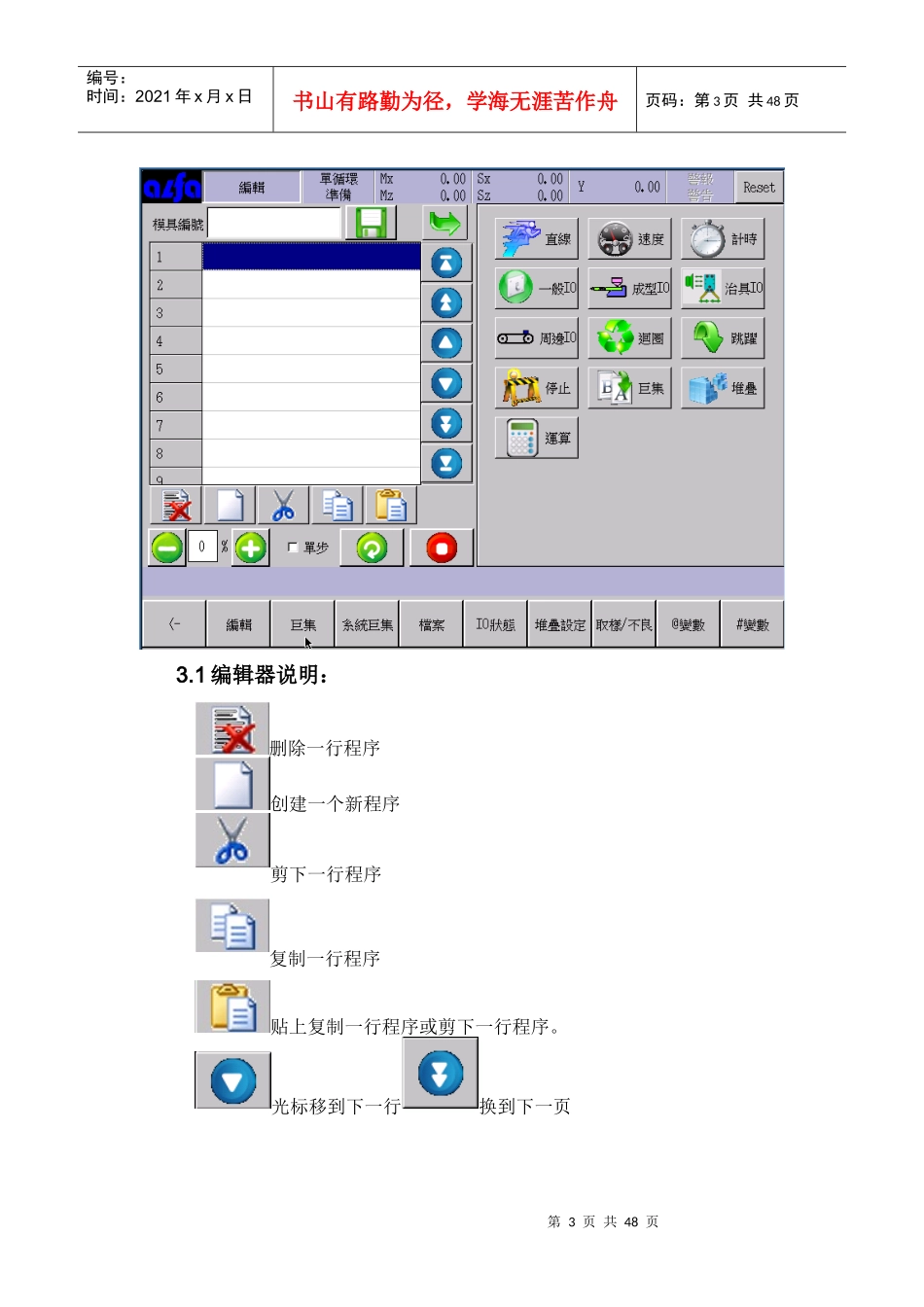
1编辑器说明:删除一行程序创建一个新程序剪下一行程序复制一行程序贴上复制一行程序或剪下一行程序
光标移到下一行换到下一页第4页共48页第3页共48页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共48页换到最下一页换到最上一页光标移到上一行换到上一页把程序内容显示扩大编辑各功能键说明3
直线(轴直线运动操作)按键进入各轴直线运动操作
第5页共48页第4页共48页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共48页轴操作有两种方式,第一:直接通过数字键盘输入各轴位置
第二:通过右边各轴寸动键操作到所需位置,按左边“MX”等一个键把当前位置设到对画框内
如果要全部设入,按键
当通过数字键盘输入各轴位置时,一定要注意所设定值是否安全
速度按键进入速度设定
第6页共48页第5页共48页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第6页共48页3
计时按键进入延时功能设定
一般I/O按键进入侧姿回正等选择
第7页共48页第6页共48页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第7页共48页3
成型I/O按键进入成型相关条件设定
治具I/O按键进入治具相关功能设定
第8页共48页第