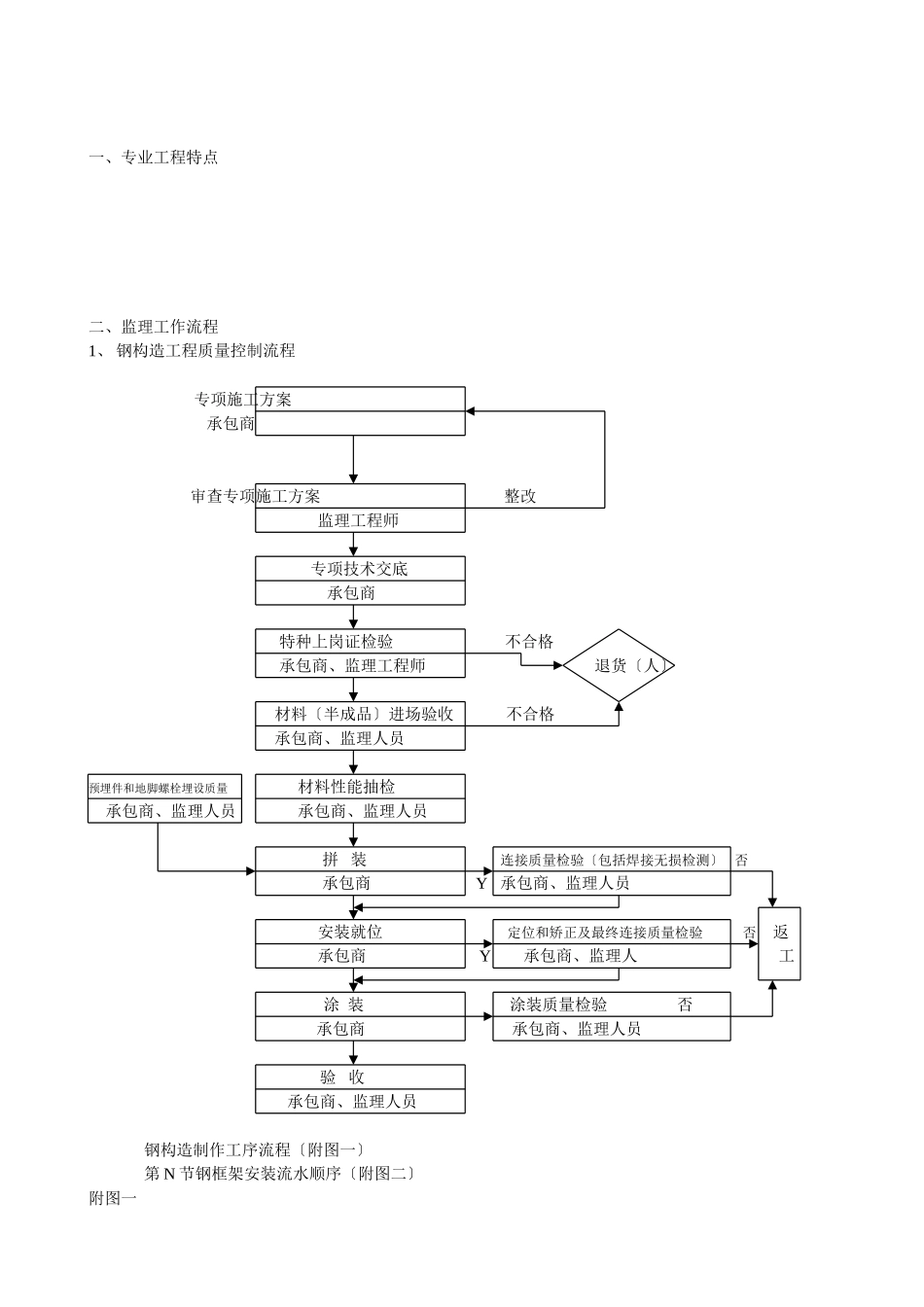
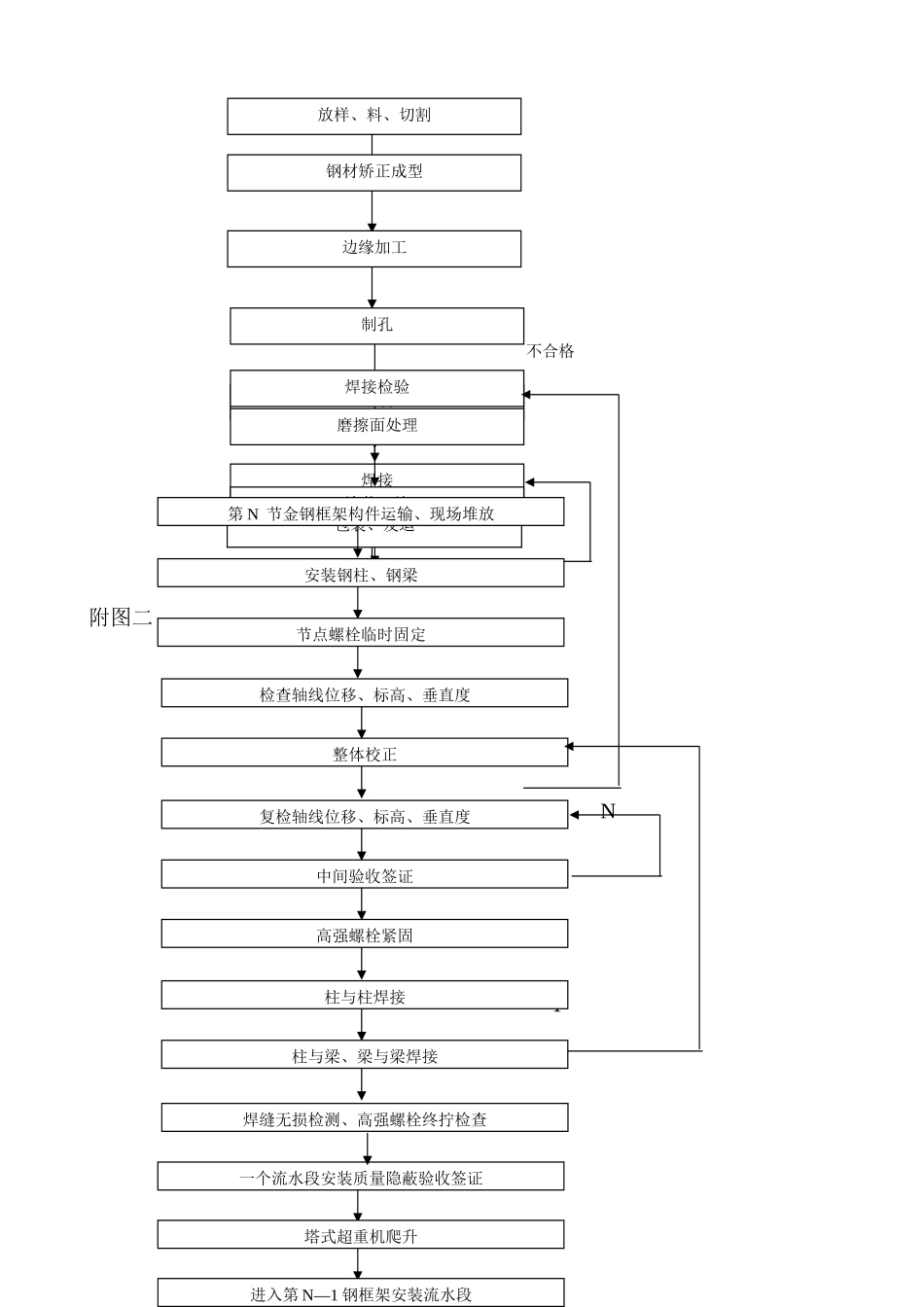
一、专业工程特点二、监理工作流程1、钢构造工程质量控制流程专项施工方案承包商审查专项施工方案整改监理工程师专项技术交底承包商特种上岗证检验不合格承包商、监理工程师退货〔人〕材料〔半成品〕进场验收不合格承包商、监理人员预埋件和地脚螺栓埋设质量材料性能抽检承包商、监理人员承包商、监理人员拼装连接质量检验〔包括焊接无损检测〕否承包商Y承包商、监理人员安装就位定位和矫正及最终连接质量检验否返承包商Y承包商、监理人工涂装涂装质量检验否承包商承包商、监理人员验收承包商、监理人员钢构造制作工序流程〔附图一〕第N节钢框架安装流水顺序〔附图二〕附图一不合格不合格钢构件制作工序流程附图二NY放样、料、切割钢材矫正成型边缘加工制孔组装焊接焊接检验磨擦面处理涂装、编钢构件验收包装、发运第N节金钢框架构件运输、现场堆放安装钢柱、钢梁节点螺栓临时固定检查轴线位移、标高、垂直度整体校正复检轴线位移、标高、垂直度中间验收签证高强螺栓紧固柱与柱焊接柱与梁、梁与梁焊接焊缝无损检测、高强螺栓终拧检查一个流水段安装质量隐蔽验收签证塔式超重机爬升进入第N—1钢框架安装流水段第N节钢框架安装流水顺序三、监理工作控制要点及目的值1、检查和熟悉经审批的钢构造专项施工技术方案和焊接工艺评定等施工指导性审查特殊工种工人上岗证如焊工、起重工等
2、检查进场原材料的质量合格证明中文标志及检验和其他允许偏向工程
3、见证取样以下材料作进场抽样复验:〔1〕、国外进口钢材;〔2〕、钢材混批;〔3〕、板厚等于或大于40MM且设计有正向性能要求的厚度量;〔4〕、建筑构造平安等级炒一级大跨度钢构造中主要受力构件所采用的钢材质;〔5〕、设计有复验要求和对质量有疑问的钢材质;〔6〕、重要钢构造采用的焊接材料;〔7〕、高强度大六角螺栓连接副的扭短系数;〔8〕、检查钢构造的涂装〔防腐、防火〕质量;〔9〕、见证阀架点承载力试验
4、钢构造构件的制作加