司太立12合金的车削加工说明摘要:分析了堆焊司太立21合金的切削加工性报告,提出高效加工司太立21合金堆焊件的有效办法
该成果在汽轮机生产中获得广泛应用
关键词:司太立21合金;硬质合金;陶瓷;電号:1316-70-221-22『常见问题』:司太立合金系列有哪些
司太立合金是什么材质
司太立合金执行标准是什么
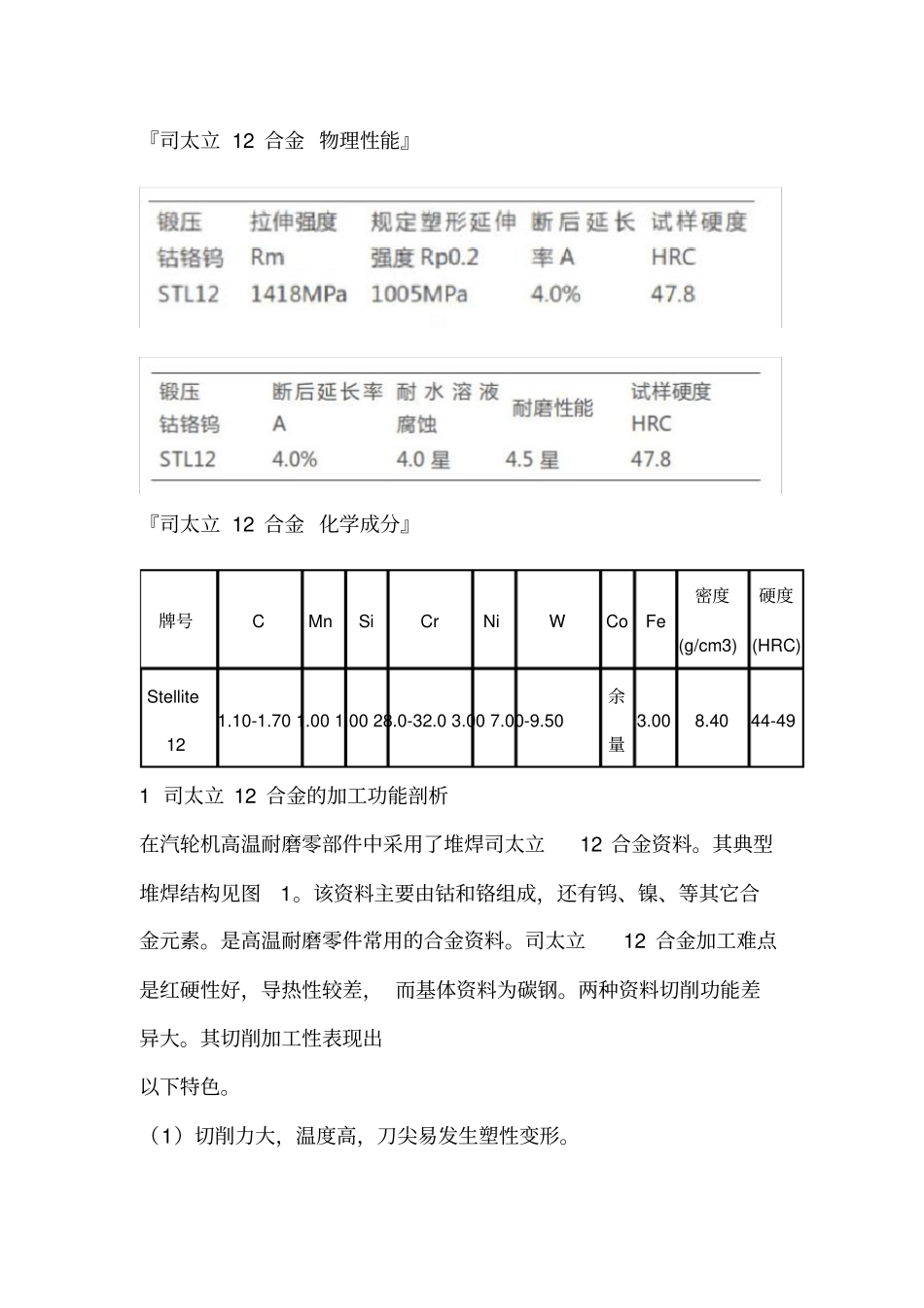
司太立合金抗拉强度是什么
司太立合金是什么价格
司太立合金屈服强度是什么
司太立合金对应什么牌号
司太立合金硬度是什么
『形态』司太立12合金棒材,司太立12合金板材,司太立12合金无缝管材,司太立12合金带材,司太立12合金卷材,司太立12合金盘丝,司太立12合金扁条,司太立12合金圆棒,司太立12合金厚板,司太立12合金光棒,司太立12合金圆钢,
司太立12合金131,司太立12合金670,司太立12合金22122,『司太立/Stellite12合金系列规格』:司太立12/Stellite12合金棒规格范围:直径1-500mm,长度0
5-30m;司太立12/Stellite12合金板规格范围:厚度0
5-80mm,长1-6米,宽0
5-3m司太立12/Stellite12合金管规格范围:外径5-530mm,壁厚0
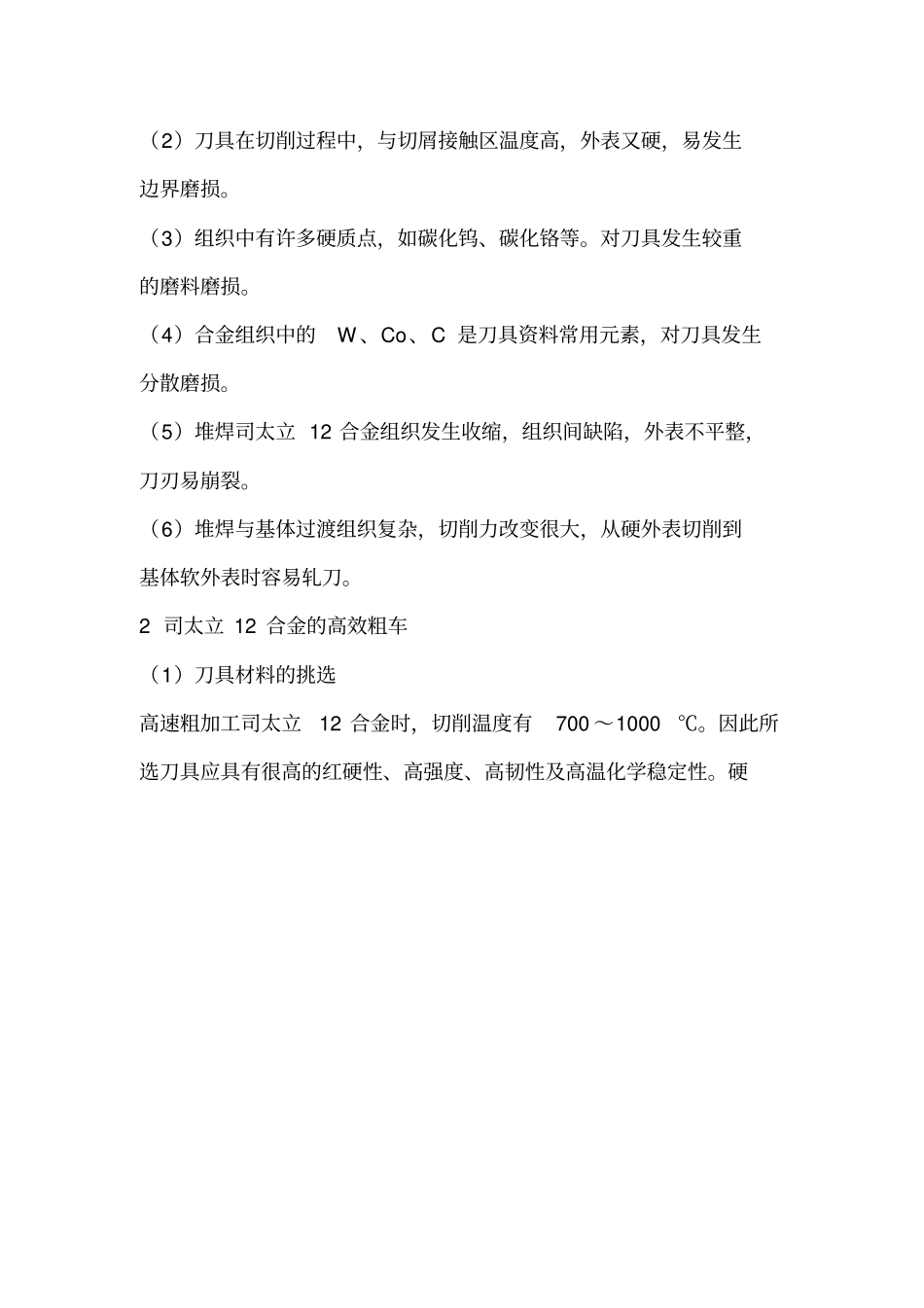
5-50mm,长度1-12m;『司太立12合金物理性能』『司太立12合金化学成分』牌号CMnSiCrNiWCoFe密度(g/cm3)硬度(HRC)Stellite121
4044-491司太立12合金的加工功能剖析在汽轮机高温耐磨零部件中采用了堆焊司太立12合金资料
其典型堆焊结构见图1
该资料主要由钴和铬组成,还有钨、镍、等其它合金元素
是高温耐磨零件常用的合金资料
司太立12合金加工难点是红硬性好,导热性较差,而基体资料为碳钢
两种资料切削功能差异大