第七节提高弯曲件质量的工艺措施一、弯曲件的常见缺陷及解决办法在实际生产中,弯曲件容易出现的质量问题很多,如回弹、弯裂、偏斜、扭曲以及尺寸超差等
影响弯曲件成形质量的因素也很多,在制定弯曲工艺以及弯曲模具设计时应该综合考虑
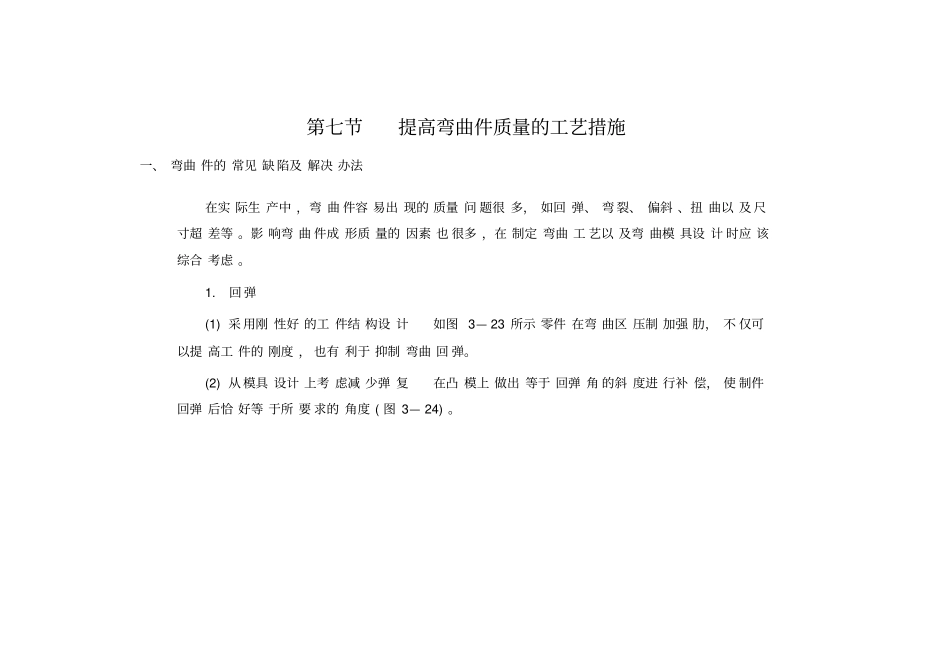
回弹(1)采用刚性好的工件结构设计如图3—23所示零件在弯曲区压制加强肋,不仅可以提高工件的刚度,也有利于抑制弯曲回弹
(2)从模具设计上考虑减少弹复在凸模上做出等于回弹角的斜度进行补偿,使制件回弹后恰好等于所要求的角度(图3—24)
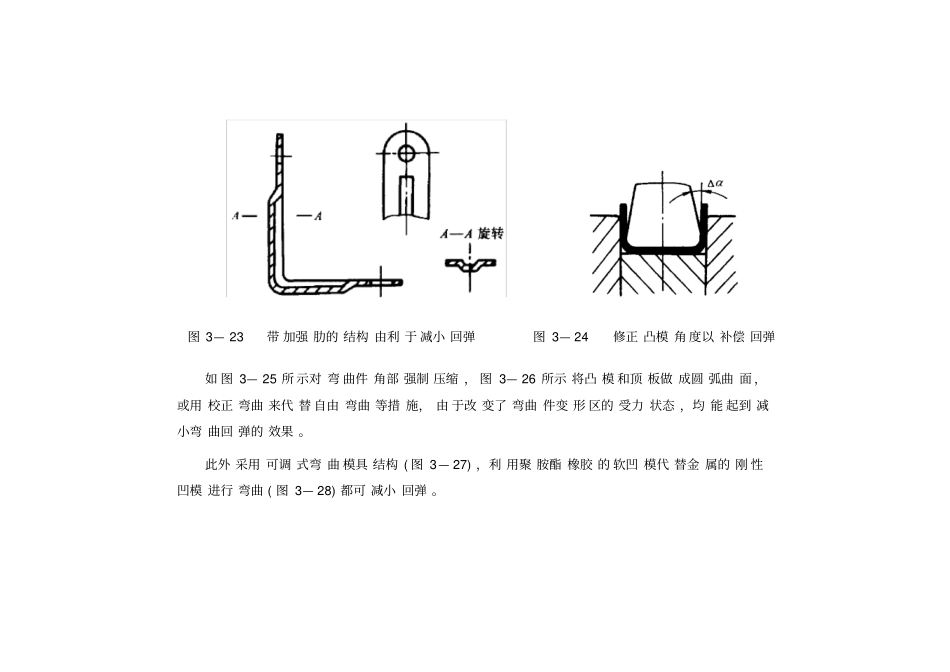
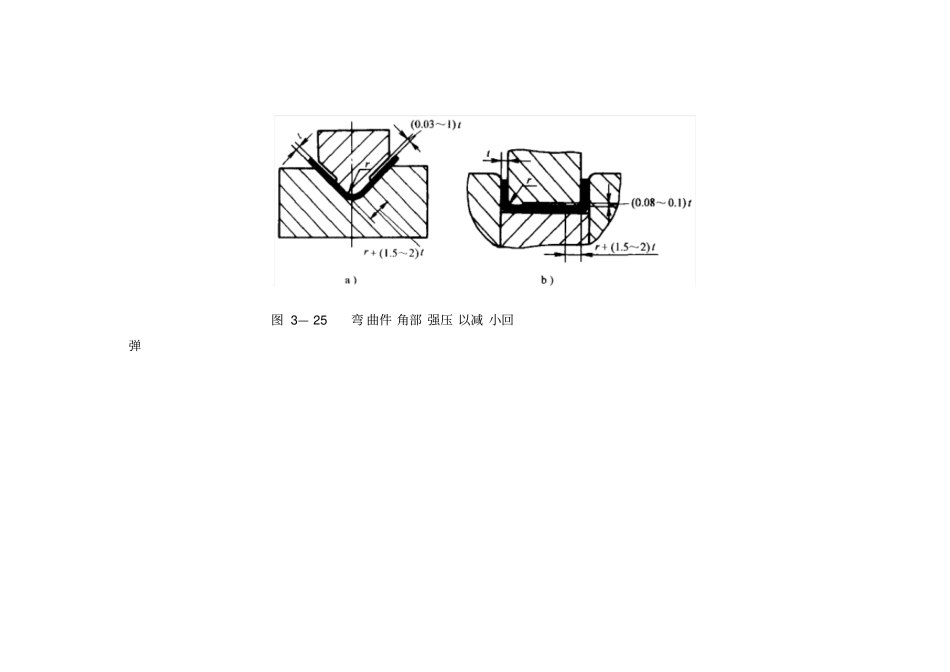
图3—23带加强肋的结构由利于减小回弹图3—24修正凸模角度以补偿回弹如图3—25所示对弯曲件角部强制压缩,图3—26所示将凸模和顶板做成圆弧曲面,或用校正弯曲来代替自由弯曲等措施,由于改变了弯曲件变形区的受力状态,均能起到减小弯曲回弹的效果
此外采用可调式弯曲模具结构(图3—27),利用聚胺酯橡胶的软凹模代替金属的刚性凹模进行弯曲(图3—28)都可减小回弹
图3—25弯曲件角部强压以减小回弹图3—26圆弧底弯曲凸模图3—27可调式弯曲模具结构图3—28聚胺酯橡胶软凹模弯曲模(3)采用拉弯工艺采用拉弯工艺能使毛坯从内表面到外表面都处于拉应力的作用下,卸料时它们弹性变形的方向一致,因此可大大减少工件的回弹
拉弯适用于长度和弯曲半径都很大的弯曲件
(4)采用其他工艺方面的措施1)在允许的情况之下,采用加热弯曲;2)对U形弯曲件,可采用较小的间隙甚至负间隙弯曲;3)坯料厚度不得超差,否则弯曲回弹量很难控制,尺寸精度很难保证
弯裂弯曲过程中外层材料受拉,当相对弯曲半径小于最小相对弯曲半径trmin值时,外层材料会开裂(图3—29)
弯裂除了与材料本身塑性好坏有关之外,还与弯曲毛坯两侧边缘的加工状态、弯曲线与轧制方向的角度关系等因素有关
弯裂的解决办法有:图3—29弯裂(1)材料方面1)选用塑性好的材料,采用退火或正火状态的软