编号:GD-JZ004-201111浙江巨科铝业有限公司矫直机辊系管理办法基建装备部二〇一二年二月一日编制:审核:批准:浙江巨科铝业有限公司矫直机辊系管理办法10—11
目的加强对矫直机辊系的规范管理,储备合理的矫直辊系,减少设备维修等待时间和资金占用
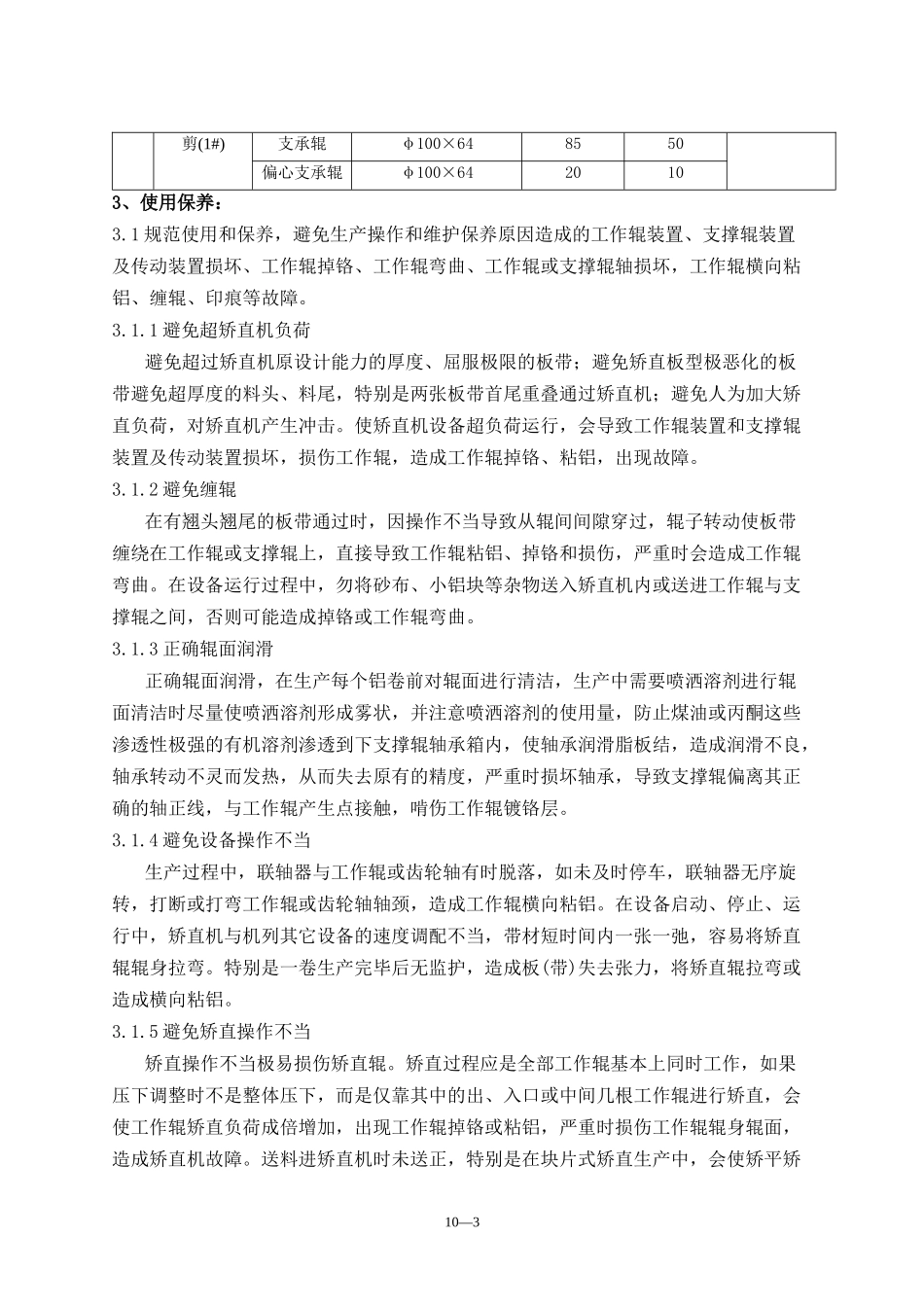
2、辊系配备:热轧和冷轧主要矫直机参数和矫直辊系配备数量表(圆片矫直机、拉弯矫矫直机、单机架矫直机的辊系配备数量根据生产状况由事业部另外制定),配备根据运转情况,进行调整
序号设备名称设计工艺参数设备技术参数实际生产矫直能力备注12050mm横剪板厚:4
0~16mm板宽:800~1850mm机列速度:≤30m/min结构形式:6重13辊工作辊直径:φ120中间辊直径:φ60板厚:6mm~10mm热轧(辽机所制造)21850mm横剪(3#)板厚:1
0~4mm板宽:800~1700mm机列速度:90m/min结构形式:6重23辊工作辊直径:φ60中间辊直径:φ40板厚:1
5mm~4mm冷轧(辽机所制造)31700mm厚板剪(2#)板厚:1
0~4mm板宽:800~1550mm机列速度:60m/min结构形式:6重23辊工作辊直径:φ60中间辊直径:φ30板厚:1
5mm冷轧(山西西马克制造)41700mm横剪(1#)板厚:0
2~2mm板宽:750~1550mm机列速度:120m/min结构形式:6重19辊工作辊直径:φ50中间辊直径:φ40板厚:0
0mm冷轧(辽机院制造)序号设备名称辊系名称规格在机数量∕根配备数量∕根通过量(吨)∕套∕维修一次12050mm横剪工作辊φ120×2050×249013321000中间辊φ60×2009×20851538支承辊φ190×90852021850mm横剪(3#)工作辊φ60×1850×217723582000中间辊φ40×1820×18852563支承辊