1斯沃数控仿真外圆及外螺纹数控加工实例目录1
工艺分析——————————————22
设定工件坐标系———————————2-33
刀具选择——————————————34
程序————————————————3-45
操作过程——————————————4-236
结果分析——————————————231
工艺分析2图2
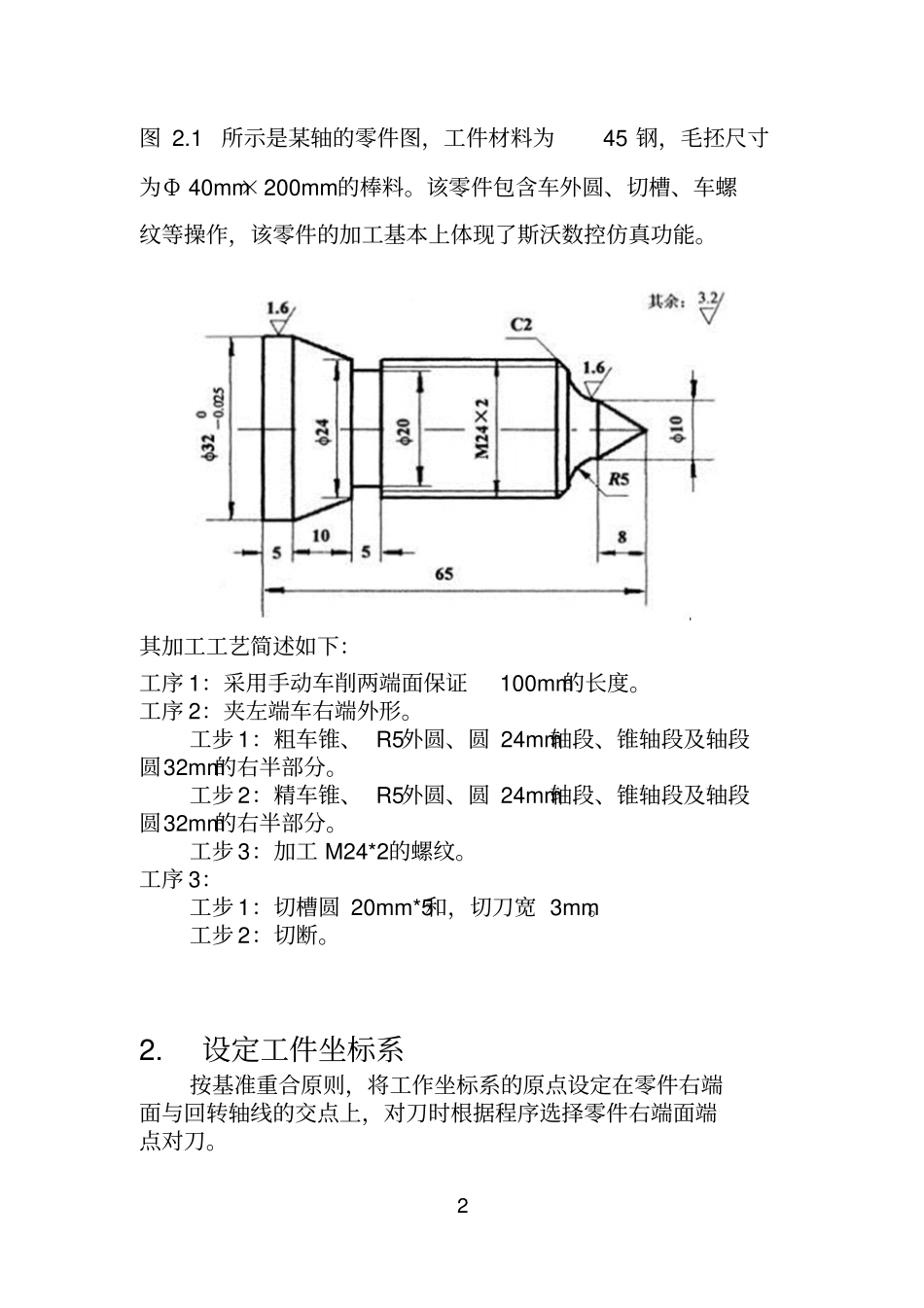
1所示是某轴的零件图,工件材料为45钢,毛抷尺寸为Φ40mm×200mm的棒料
该零件包含车外圆、切槽、车螺纹等操作,该零件的加工基本上体现了斯沃数控仿真功能
其加工工艺简述如下:工序1:采用手动车削两端面保证100mm的长度
工序2:夹左端车右端外形
工步1:粗车锥、R5外圆、圆24mm轴段、锥轴段及轴段圆32mm的右半部分
工步2:精车锥、R5外圆、圆24mm轴段、锥轴段及轴段圆32mm的右半部分
工步3:加工M24*2的螺纹
工序3:工步1:切槽圆20mm*5和,切刀宽3mm
工步2:切断
设定工件坐标系按基准重合原则,将工作坐标系的原点设定在零件右端面与回转轴线的交点上,对刀时根据程序选择零件右端面端点对刀
刀具选择根据零件图的加工要求和编程情况,需要加工零件的端面、圆柱面、圆锥面、圆弧面、倒角,共需用三把刀具
1号刀,外圆车刀,刀体参数:刀杆长度160mm,刀杆宽度25mm;刀片类型:选刀片斜度为35°,刀片边长20mm,刀片厚度3mm
2号刀,割刀,刀体参数:刀杆长度160mm;刀片类型:选刀片斜度为35°或55°,刀片边长12mm,刀片厚度3mm
3号刀,螺纹刀,刀体参数:刀杆长度160mm,刀杆宽度15mm;刀片类型:选刀片斜度为35°,刀片边长2mm,刀片厚度3mm
程序程序注释O4455程序开启名字N10T0101选择1号刀N20S200M03主轴正转N30G00X100Z100快速定位N31G01X42Z5定位到循