文档素材固体制剂包装设备的种类及其工作原理一、药用铝塑泡罩包装机药用铝塑泡罩包装机又热塑成型泡罩包装机,是将塑料硬片加热、成型、药品填充、与铝箔热封合、打字〔批号〕、压断裂线、冲裁和输送等多种功能在同一台机器上完成的高效率包装机械
可用来包装各种几何形状的口服固体药品,如素片、糖衣片、胶囊、滴丸等
目前常用的药用泡罩包装机有滚筒式泡罩包装机、平板式泡罩包装机和滚板式泡罩包装机
泡罩结构:优点:1
完成连续化快速包装作业,简化包装工艺,降低污染2
单个药片分别包装,使得药品相互隔离,预防交叉污染及碰撞摩擦3
携带和服用方便
泡罩包装是将肯定数量的药品单独封合包装
底面是可以加热成型的PVC塑料硬片,形成单独的凹穴
上面是盖上一层外表涂覆有热熔胶黏剂的铝箔,并与PVC塑料封合构成的包装
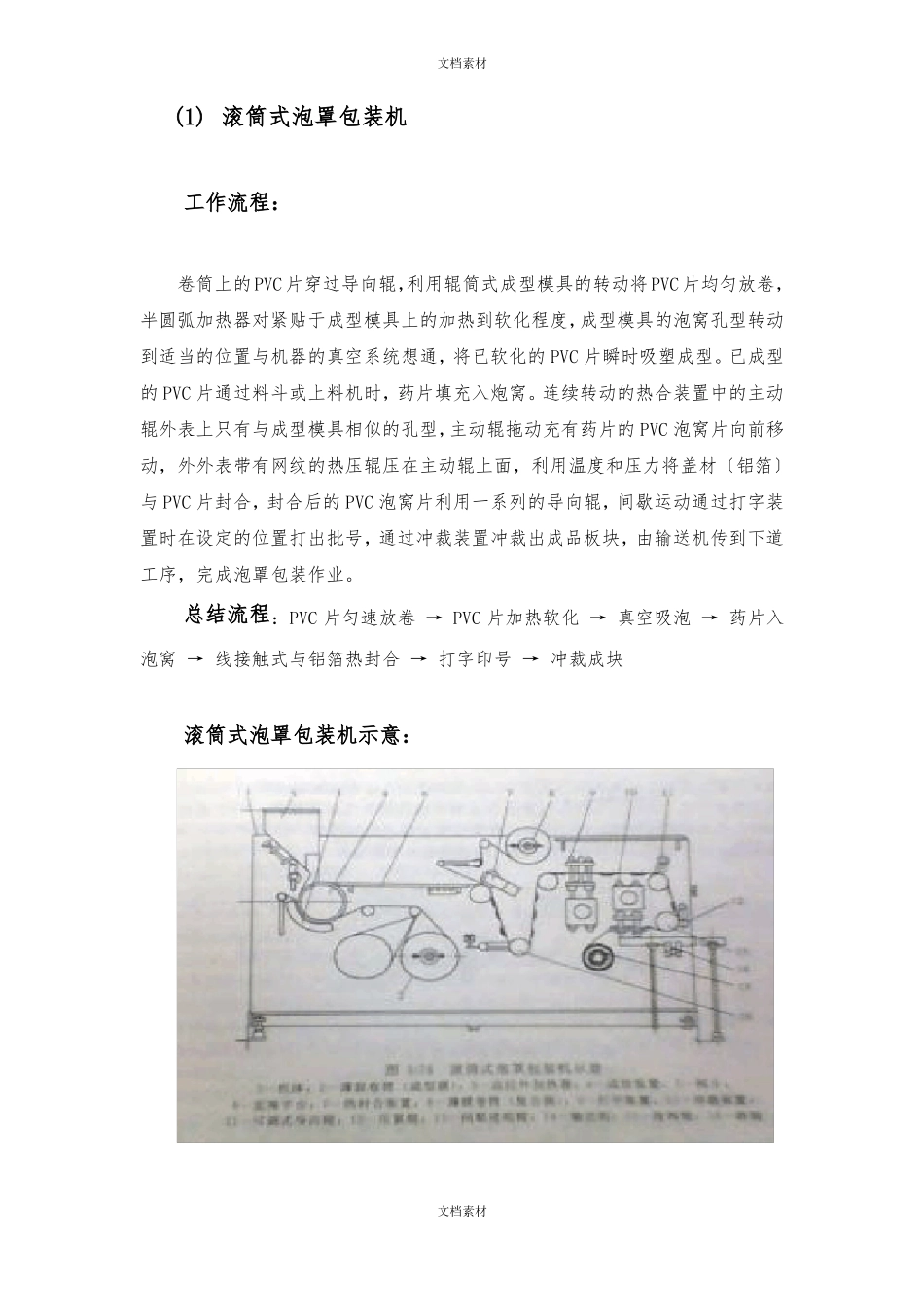
文档素材文档素材(1)滚筒式泡罩包装机工作流程:卷筒上的PVC片穿过导向辊,利用辊筒式成型模具的转动将PVC片均匀放卷,半圆弧加热器对紧贴于成型模具上的加热到软化程度,成型模具的泡窝孔型转动到适当的位置与机器的真空系统想通,将已软化的PVC片瞬时吸塑成型
已成型的PVC片通过料斗或上料机时,药片填充入炮窝
连续转动的热合装置中的主动辊外表上只有与成型模具相似的孔型,主动辊拖动充有药片的PVC泡窝片向前移动,外外表带有网纹的热压辊压在主动辊上面,利用温度和压力将盖材〔铝箔〕与PVC片封合,封合后的PVC泡窝片利用一系列的导向辊,间歇运动通过打字装置时在设定的位置打出批号,通过冲裁装置冲裁出成品板块,由输送机传到下道工序,完成泡罩包装作业
总结流程:PVC片匀速放卷→PVC片加热软化→真空吸泡→药片入泡窝→线接触式与铝箔热封合→打字印号→冲裁成块滚筒式泡罩包装机示意:文档素材文档素材滚筒式泡罩包装机的特点:1
真空吸塑成型、连续包装、生产效率高,合适大批包装作业2
瞬间封合、线接触、消耗动力小、传导