制剂工艺风险评估方案1目的通过对制剂室制剂配制工艺风险因素的风险评估,找出影响制剂成品质量的关键性工艺参数和其它关键因素,分析和评价实际配制中各种可能存在的风险因素,采取有效地措施控制减少或降低风险的发生,并通过风险评估确定制剂配制的工艺规程文件的制定、工艺验证和其它验证的内容和程度,以最大限度地降低风险
2范围本风险评估适用于制剂室制剂配制的工艺过程的风险评估
3人员与职责生产部门负责起草风险评估方案和具体过程的风险评估;质量部门负责审核、批准风险评估方案,并根据评估结果出具风险评估报告
1工艺参数在产品失效模式中影响程度分析配制中工艺参数在产品失效模式中影响程度不同,根据风险赋分表及等级评定标准对各要素进行风险分析,找出风险最高和较高的工艺参数要素进行全面、系统地风险分析、评估,制定有效的纠正预防措施以降低或避免风险的发生,保证药品质量
2风险评估等级划分严重性(发生质量风可检测性(风险发可能性(发生偏差或缺陷等风等级险后对产品质量的生及有发生趋势险的可能性)影响程度)时发现的可能性)对关键质量属性有很大影响,必须严格控制才能保证质量,参数偏离范围为关键性偏差
操作范围接近于设计空间或注册范围,或参数范围比较窄,风险发生很久后参数本身较难控制
正常情况才能被发现下也可能会偏离范围
风险发生后稍后才能被发现风险发生及有发生趋势时可以立即被发现高中低操作范围接近于设计空间或对关键质量属性可注册范围,或参数范围比较宽,能有影响
不严格控参数本身比较容易控制
异常制会出现重大偏差
情况下才会偏离范围
对关键质量属性影操作范围远比设计空间或注响很小,参数偏离范册范围窄,或参数范围比较宽,围为小偏差或微小紧急情况下才会偏离设计空偏差
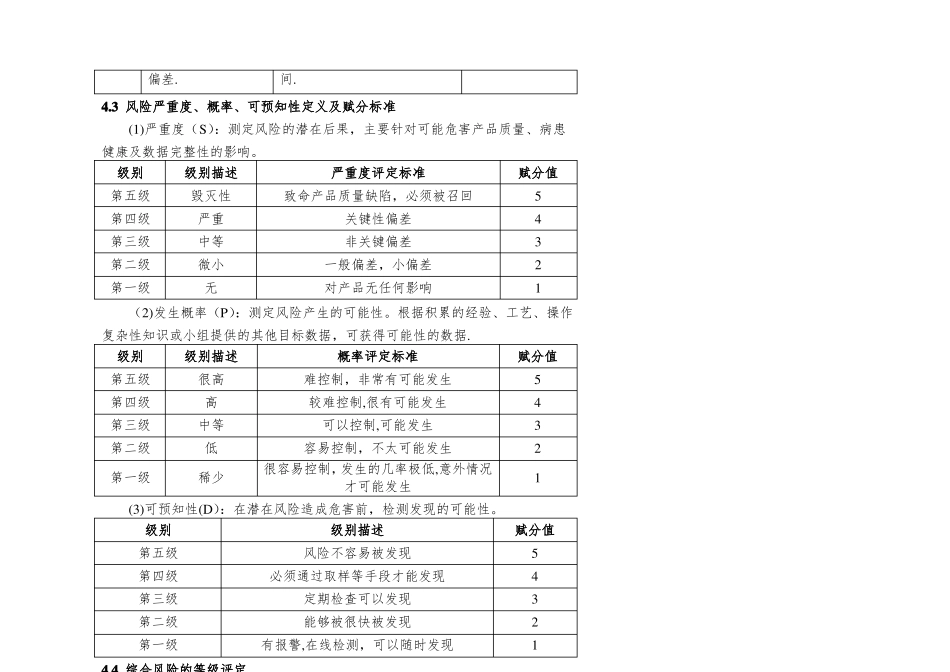
3风险严重度、概率、可预知性定义及赋分标准(1)严重度(S):测定风险的潜在后果,主要针对可能危害产品质量、病患健康及数据完整性