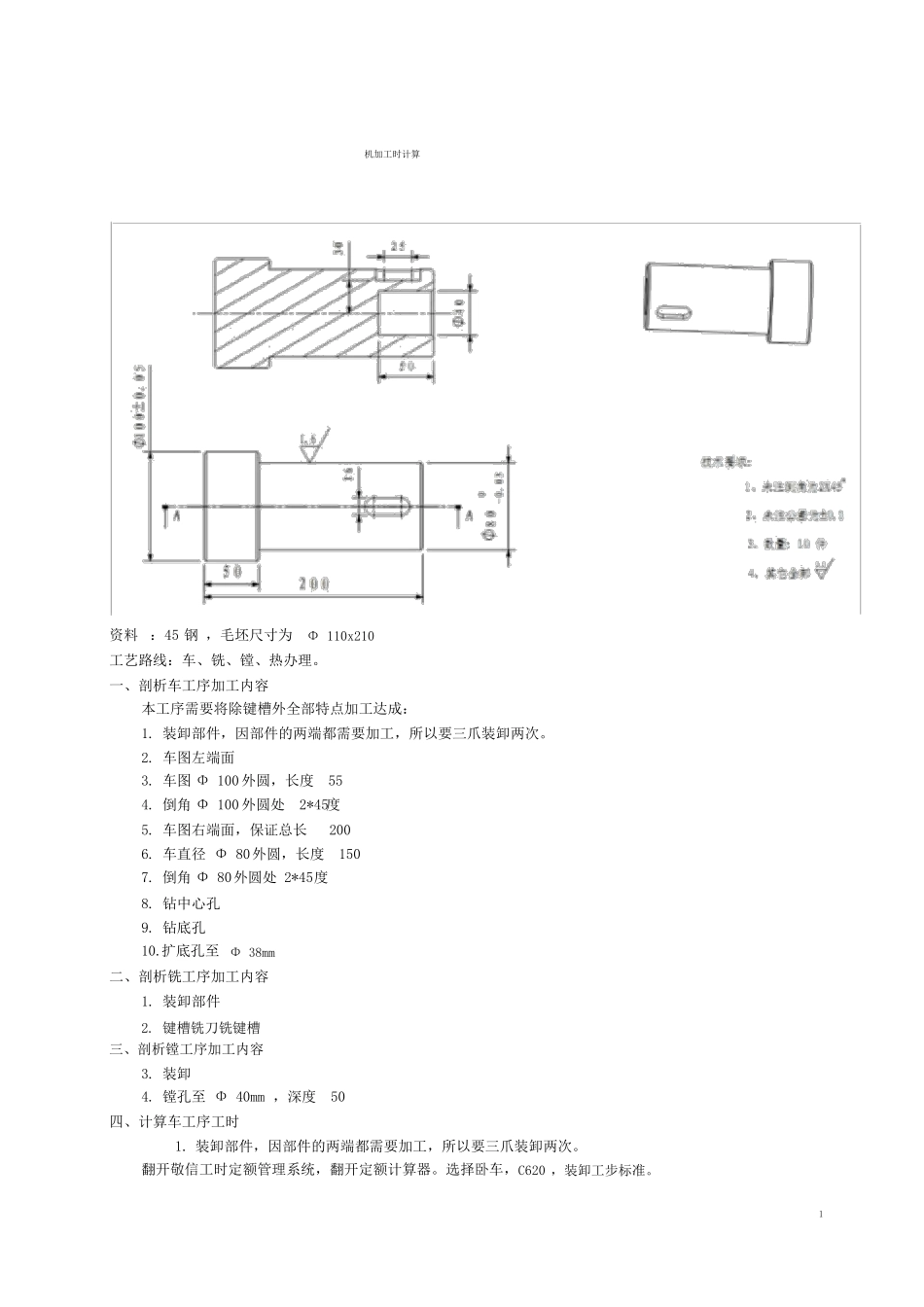
机加工时计算资料:45钢,毛坯尺寸为Φ110x210工艺路线:车、铣、镗、热办理
一、剖析车工序加工内容本工序需要将除键槽外全部特点加工达成:1
装卸部件,因部件的两端都需要加工,所以要三爪装卸两次
车图左端面3
车图Φ100外圆,长度554
倒角Φ100外圆处2*45度5
车图右端面,保证总长2006
车直径Φ80外圆,长度1507
倒角Φ80外圆处2*45度8
扩底孔至Φ38mm二、剖析铣工序加工内容1
键槽铣刀铣键槽三、剖析镗工序加工内容3
镗孔至Φ40mm,深度50四、计算车工序工时1
装卸部件,因部件的两端都需要加工,所以要三爪装卸两次
翻开敬信工时定额管理系统,翻开定额计算器
选择卧车,C620,装卸工步标准
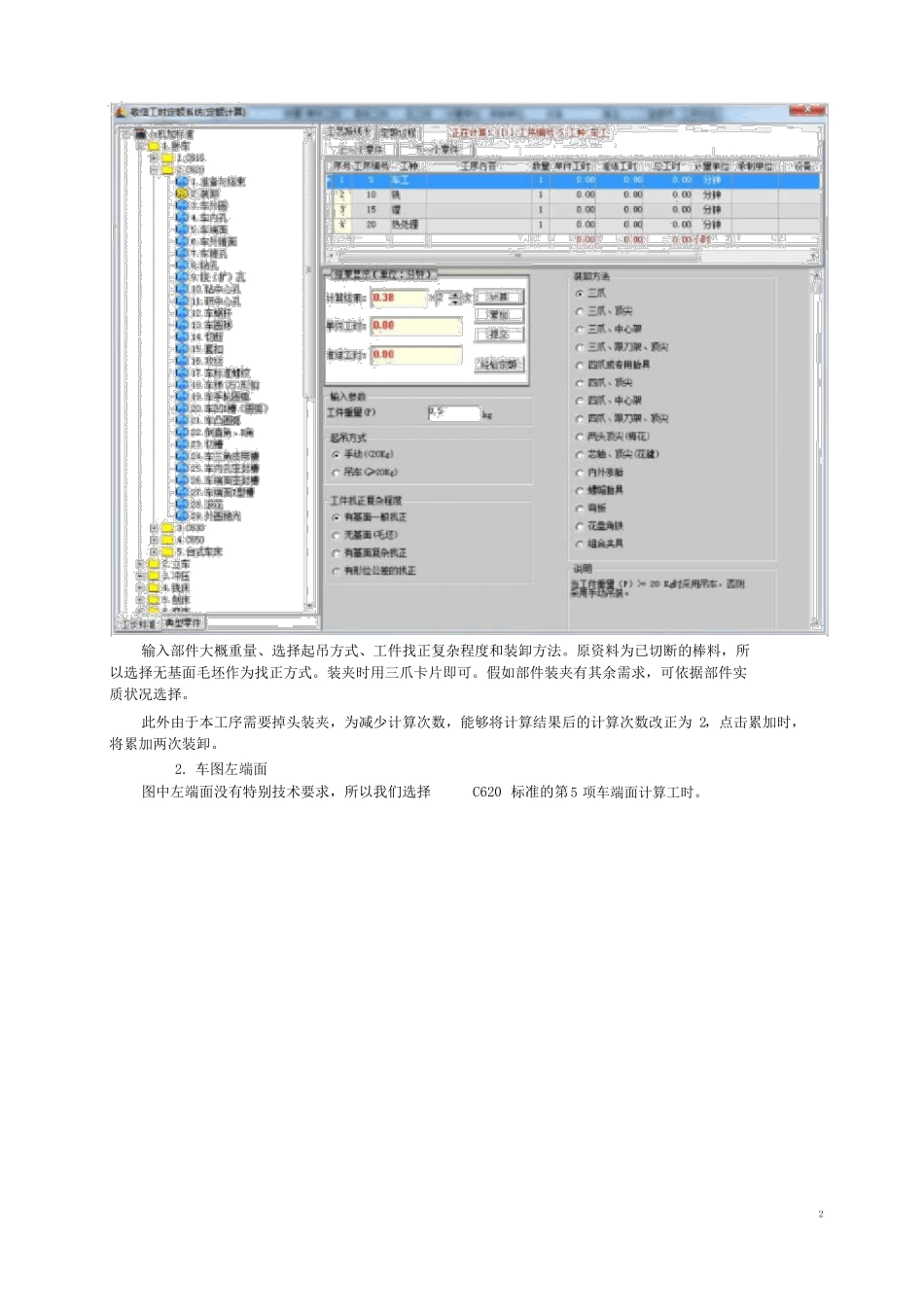
1输入部件大概重量、选择起吊方式、工件找正复杂程度和装卸方法
原资料为已切断的棒料,所以选择无基面毛坯作为找正方式
装夹时用三爪卡片即可
假如部件装夹有其余需求,可依据部件实质状况选择
此外由于本工序需要掉头装夹,为减少计算次数,能够将计算结果后的计算次数改正为2,点击累加时,将累加两次装卸
车图左端面图中左端面没有特别技术要求,所以我们选择C620标准的第5项车端面计算工时
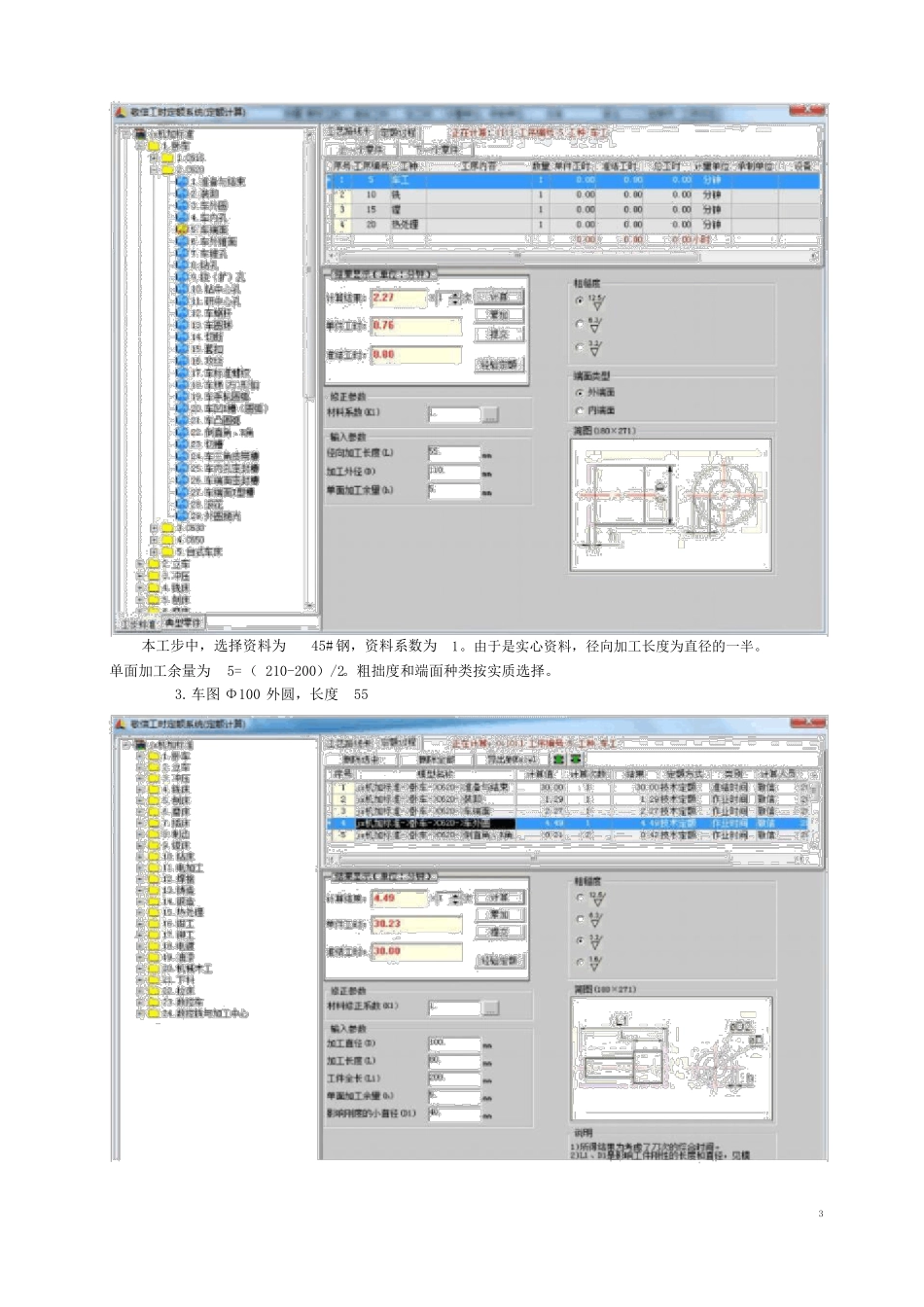
2本工步中,选择资料为45#钢,资料系数为1
由于是实心资料,径向加工长度为直径的一半
单面加工余量为5=(210-200)/2
粗拙度和端面种类按实质选择
车图Φ100外圆,长度5534
倒角Φ100外圆处2*45度5
车图右端面,保证总长2006
车直径Φ80外圆,长度15047
倒角Φ80外圆处2*45度8
钻中心孔59
扩底孔至Φ38mm611
准结时间在单件小批量的生产模式中,准结时间往常占有工时不小的份额
所以我们一定将准结时间计算在内
敬信工时定额管了系统也供给各个工种的准结时间计算功能
使用方法是选择