:件中规定,对于未注明类别的铸件均视为III类铸甌瓏铜合金铸件GB/T13819—92铜合金铸件GB/T13819—921主题内容与适用范围本标准规定了铜合金铸件的分类、技术要求、试验方法与检验规则等
本标准适用于铜合金砂型铸造、金属型铸造、连续铸造、离心铸造的铸件
2引用标准(略)3铸件分类3
1根据工作条件和用途将铸件分为三类,见表1
2铸件类别由需方在图样或技术文3
3铸件图样标记如下所示:标记示例:ZCuSn5Pb5Zn5—S/II-GB/T13819-924技术要求4
1合金的化学成分应符合GB1176的规定
工作条件和用途承受重载荷,工作条件复杂,用于关键部位或有特殊要求的重要铸件承受中等载荷、要求有较高或用于重要部位的铸件检验项目尺寸、I表面质量、•化学成分、力学性能及特殊要求讥h抗腐蚀性,耐磨性~寸、表面质量、化学成分、力学性能及补充要求腐蚀III□承受轻载荷、用于一般部位的铸件TGB/T13M19-92、化学成分或力学性能及补充要求4
2铸件的力学性能应符合GB1176的规定
4.3铸件尺寸和重量4
1铸件的几何形状及尺寸应符合图样要求,尺寸公差应符合GB6414的规定
有特殊要求时,应在图样中注明
铸件尺寸公差不包括由起模斜度而引起的尺寸增减,如有特殊要求,由供需双方商定
2铸件的机械加工余量可参照GB/T11350的规定
3铸件的重量公差可参照GB/T11351的规定
4铸件的表面质量4
1铸件表面粗糙度应符合图样要求4
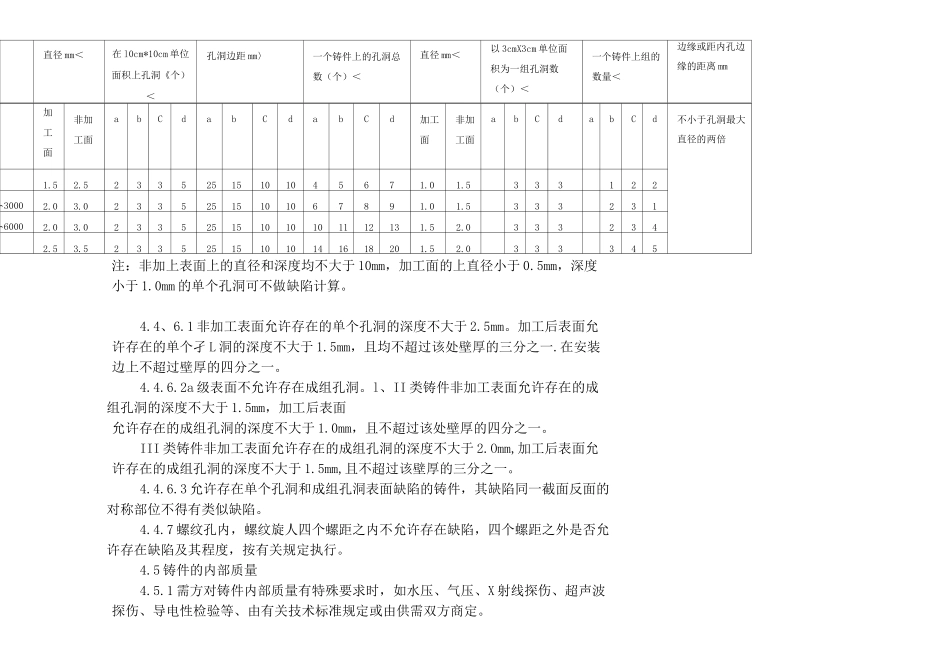
2铸件的浇冒口、毛刺、飞边等,在非加工表面上应清理到与铸件表面平齐,在待加工表面上允许的残留高度应符合表2的规定
表2mm铸件最大外廓尺寸浇冒口残留高度不大于600—12001O>1200154
3铸件表面不允许有裂纹、冷隔及穿透性缺陷
4铸件上的铸字、标志应清晰,字体与位置应符合图