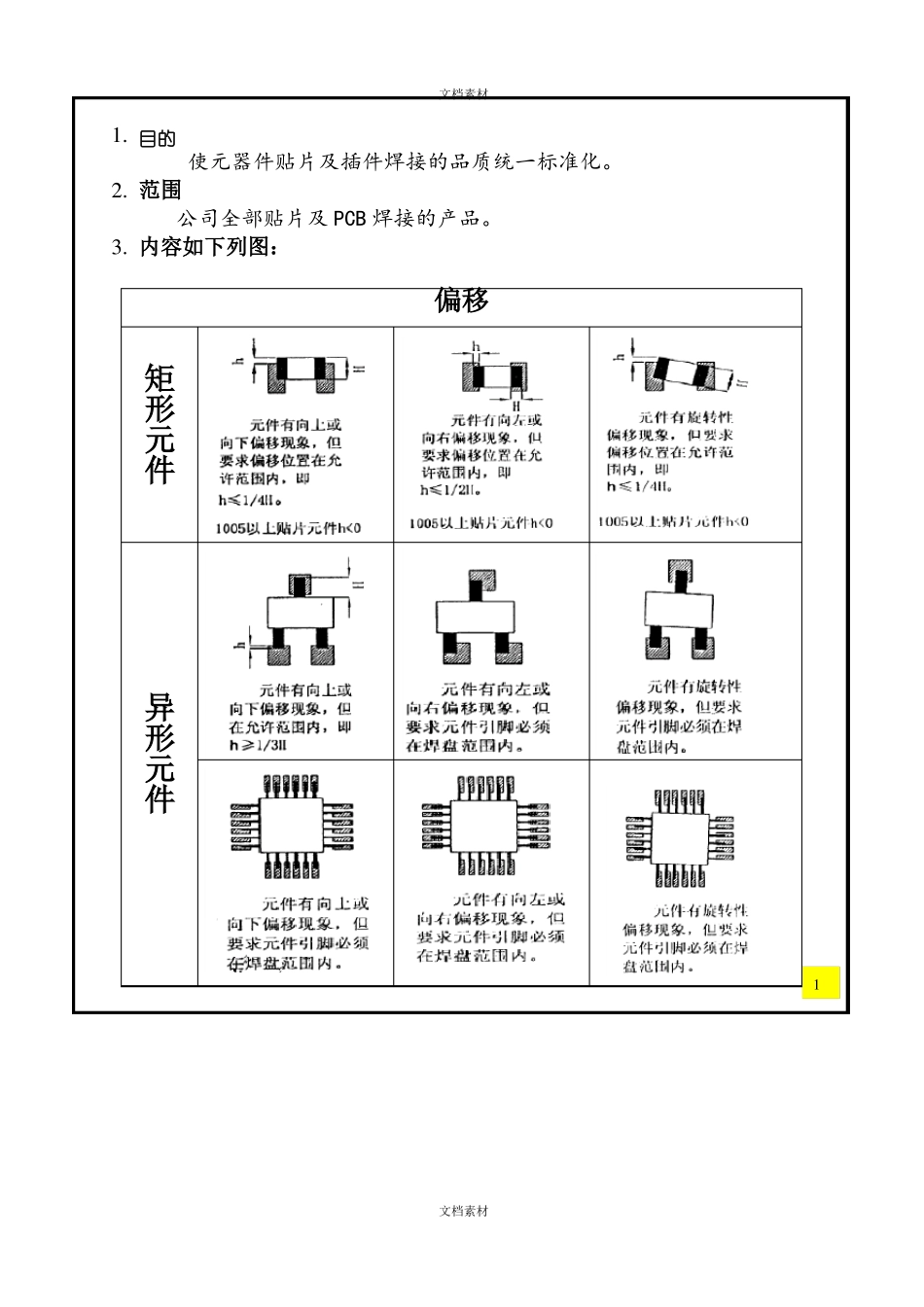
目的使元器件贴片及插件焊接的品质统一标准化
范围公司全部贴片及PCB焊接的产品
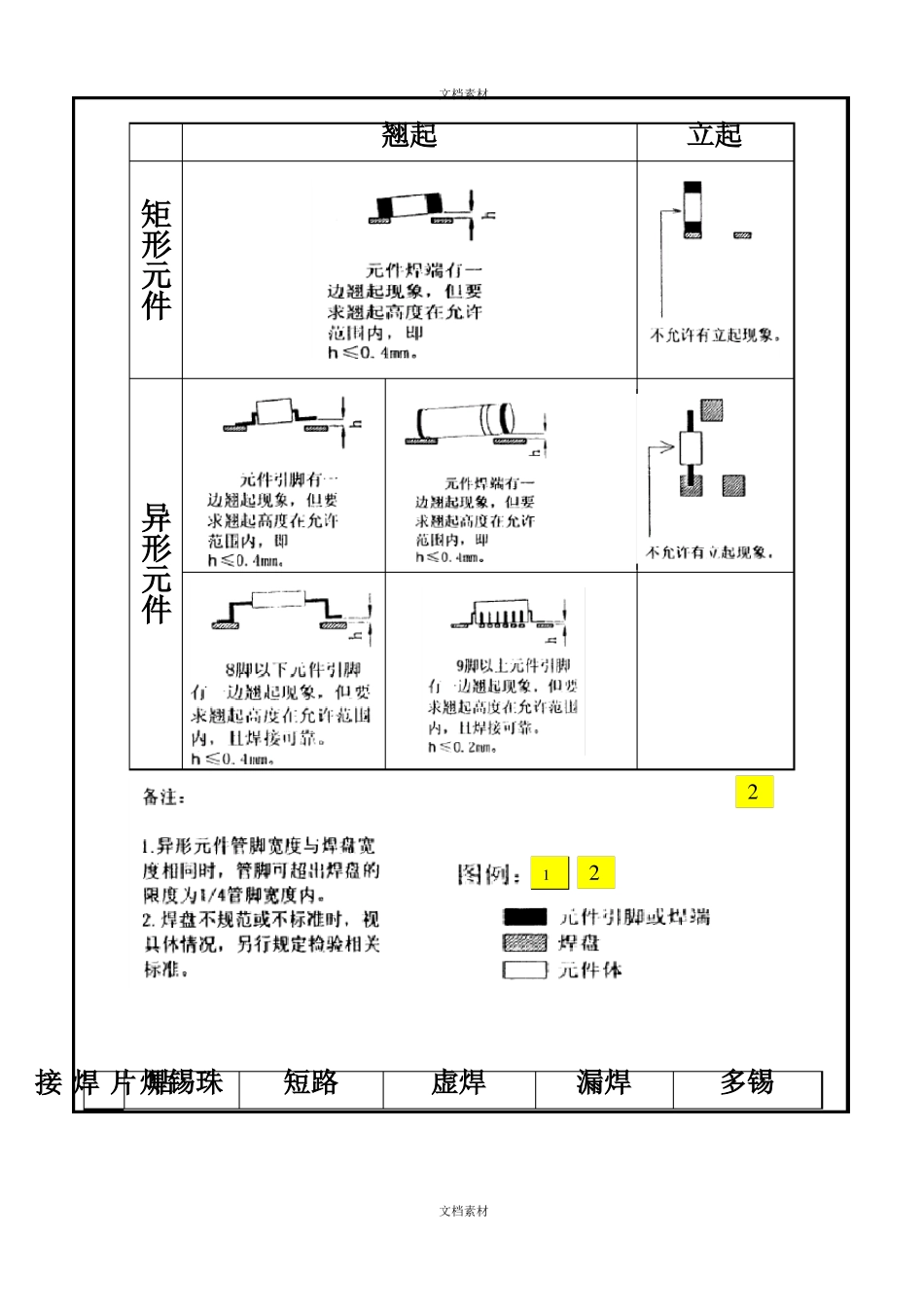
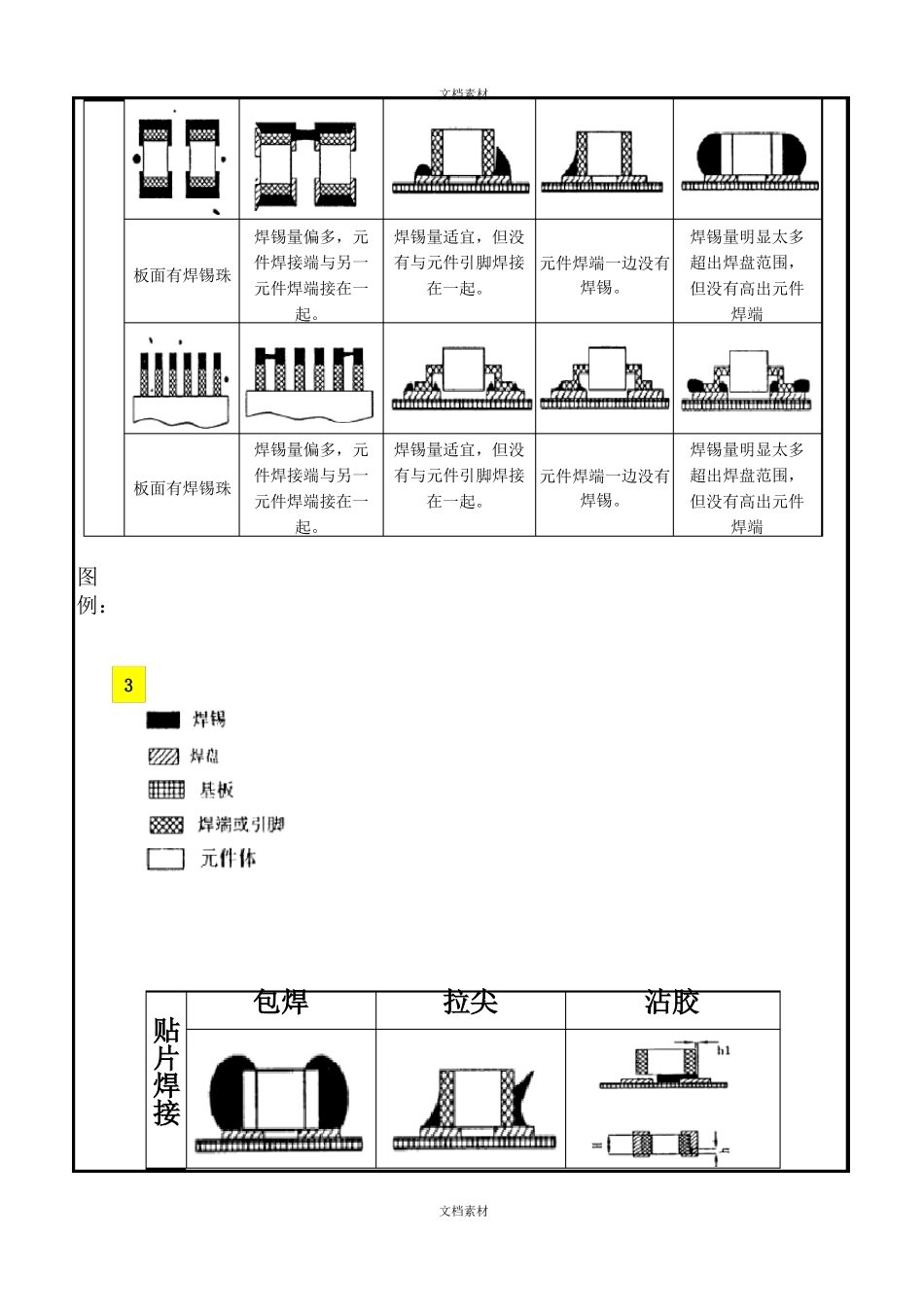
内容如下列图:偏移矩形元件异形元件1文档素材文档素材翘起立起矩形元件异形元件212接焊片焊锡珠贴短路虚焊漏焊多锡文档素材文档素材焊锡量偏多,元焊锡量适宜,但没板面有焊锡珠件焊接端与另一有与元件引脚焊接元件焊端一边没有焊锡
元件焊端接在一在一起
焊锡量明显太多超出焊盘范围,但没有高出元件焊端焊锡量偏多,元焊锡量适宜,但没板面有焊锡珠件焊接端与另一有与元件引脚焊接元件焊端一边没有焊锡
元件焊端接在一在一起
焊锡量明显太多超出焊盘范围,但没有高出元件焊端图例:3包焊拉尖沾胶贴片焊接文档素材文档素材焊锡量明显太多,超出焊盘范围,且高出元件焊端
焊接有拉尖现象
焊盘有沾胶现象,但必须在规定范围内:h1≤0
2mmh≤1/4H焊锡量明显太多,超出焊盘范围,且高出元件焊端
焊接有拉尖现象
少锡0805以下贴片矩形元件h<1/3H判定为少锡
1005贴片矩形元件h<1/4H判定为少锡
H>2mm以上贴片矩形元件
5mm判定为少锡
4电容文档素材文档素材电阻、电感、二极管5三极管、三端集成块连接器集成块文档素材文档素材6文档素材文档素材元件引脚长度—单面板元件引脚长度—双面板元件引脚长度—双面有元件插件元件引脚弯度焊锡量—单面板焊锡量—双面板7文档素材文档素材焊锡珠短路虚焊漏焊板面有焊锡珠焊锡量偏多,元件引脚与焊锡量适宜,但没有另一元件引脚焊接在一与元件引脚焊接在一元件焊盘没有焊锡
多锡包焊拉尖焊锡珠插焊锡量明显太多,已焊锡量明显太多,元件引焊锡量偏多,有拉尖基板双面有焊锡珠
件超出焊盘范围
焊偏焊假焊针孔断裂接电路板对应丝印识别:焊锡在元件引脚周围焊锡与元件引脚接触,但焊点中有细孔
不均匀,一边有少锡基板过孔位置处没有焊现象
锡,剩余空间太大