任务一车削运动和切削用量任务二车刀任务三切削液项目二车削的基本知识任务一车削运动和切削用量教师唐华伟一、车削运动的基本概念1
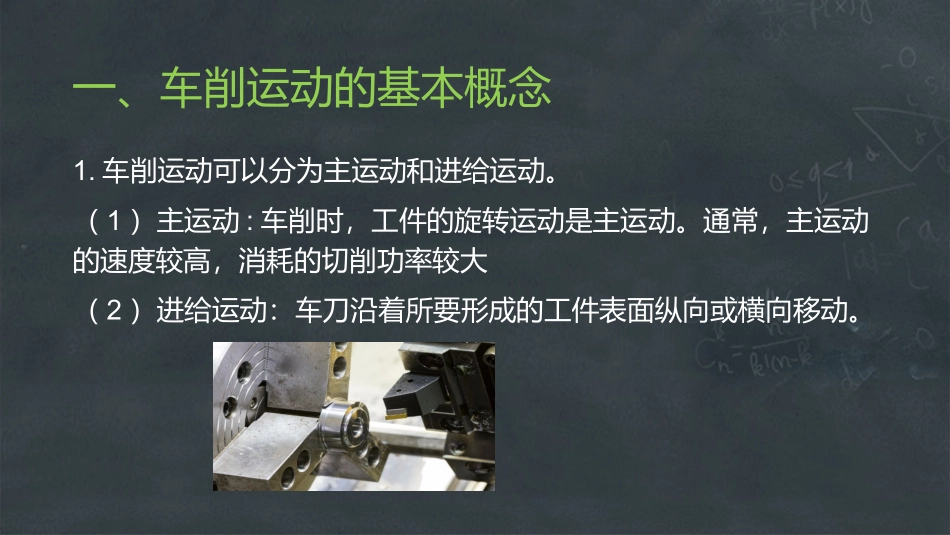
车削运动可以分为主运动和进给运动
(1)主运动:车削时,工件的旋转运动是主运动
通常,主运动的速度较高,消耗的切削功率较大(2)进给运动:车刀沿着所要形成的工件表面纵向或横向移动
一、车削运动的基本概念2
工件上形成的三个表面一、车削运动的基本概念车刀在切削工作时,使工件上形成的三个表面:(1)已加工表面:工件上经刀具切削后产生的表面(2)过渡表面:车刀切削刃正在切削的表面(3)待加工表面:工件上有待切除的表面二、切削用量的基本概念切削用量是度量主运动和进给运动大小的参数
它包括切削速度Vc、进给量f和背吃刀量ap
根据加工条件的具体数值,合理选用切削用量与提高加工质量及生产率有着密切的关系
二、切削用量的基本概念1
切削速度Vc在单位时间内,工件和刀具沿主运动方向相对移动的距离,即工件加工表面相对刀具的线速度
计算公式:Vc=nπd1000二、切削用量的基本概念Vc=nπd1000式中,d—工件加工处表面的最大直径(mm);n—主运动每分钟的转速(r/min)
注:切削速度单位为m/min二、切削用量的基本概念生产中,通常是已知工件直径,并根据工件材料、刀具材料、加工要求等因素选定切削速度,需要将切削速度换算成车床主轴转速
此时,公式变换成:n=1000Vcπd(r/min)二、切削用量的基本概念2
进给量f在主运动的一个循环或单位时间内,刀具沿进给方向相对移动的距离成为进给量3
背吃刀量ap被吃刀量又称切削深度,是指已加工表面到待加工表面间的垂直距离
ap=d待-d已2二、切削用量的基本概念4
切削用量的选择切削用量的合理选择,对于能否充分发挥机床潜力与刀具切削性能,并实现优质、高产、低成本和安全操作都有很重要的作用
二、切削用量的基本概念4