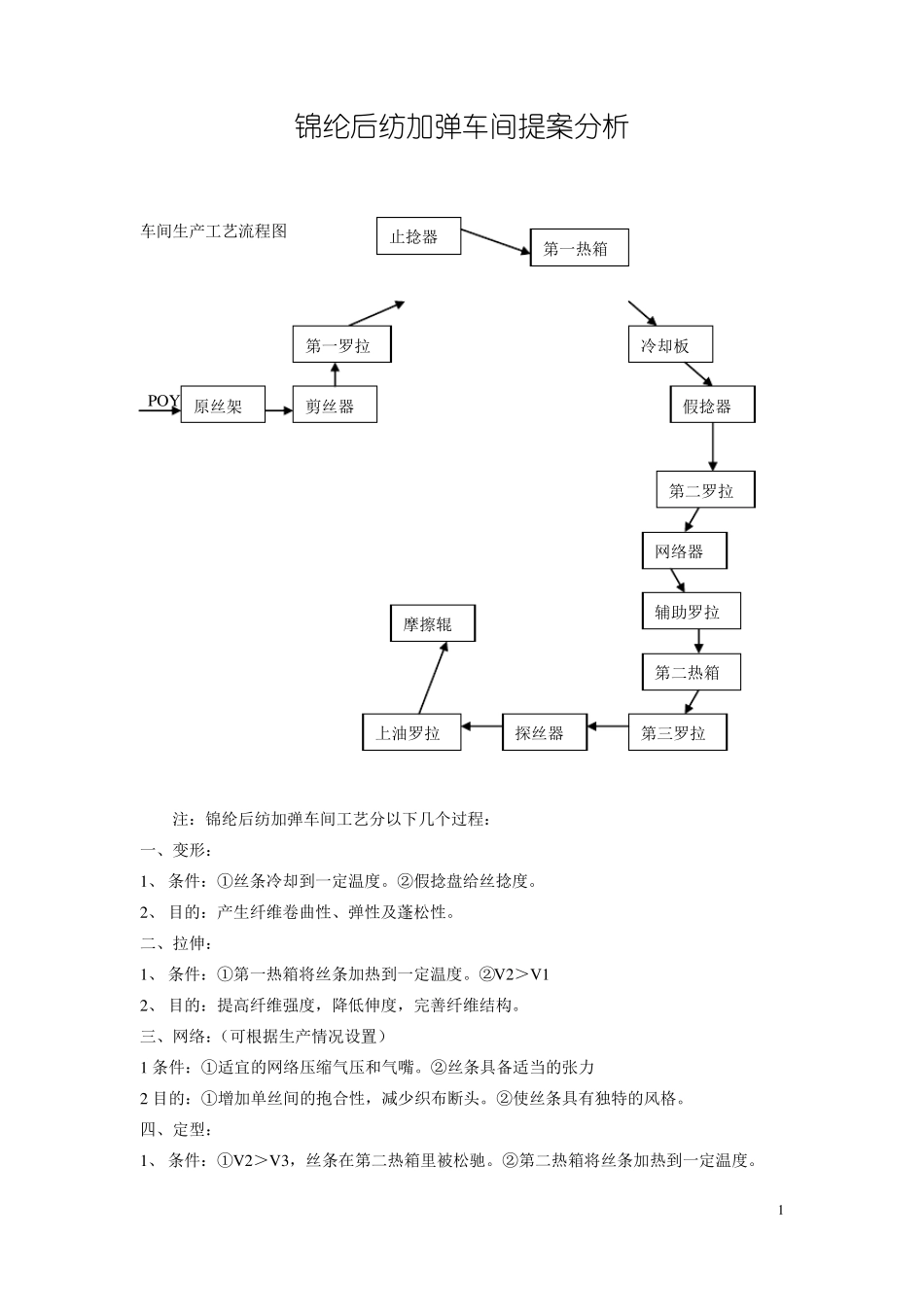
锦纶后纺加弹车间提案分析车间生产工艺流程图止捻器第一热箱第一罗拉冷却板POY原丝架剪丝器假捻器第二罗拉网络器摩擦辊辅助罗拉第二热箱上油罗拉探丝器第三罗拉注:锦纶后纺加弹车间工艺分以下几个过程:一、变形:1、条件:①丝条冷却到一定温度
②假捻盘给丝捻度
2、目的:产生纤维卷曲性、弹性及蓬松性
二、拉伸:1、条件:①第一热箱将丝条加热到一定温度
②V2>V12、目的:提高纤维强度,降低伸度,完善纤维结构
三、网络:(可根据生产情况设置)1条件:①适宜的网络压缩气压和气嘴
②丝条具备适当的张力2目的:①增加单丝间的抱合性,减少织布断头
②使丝条具有独特的风格
四、定型:1、条件:①V2>V3,丝条在第二热箱里被松驰
②第二热箱将丝条加热到一定温度
12、目的:使纤维弹性保持在较低范围内,赋予纤维适中的蓬松度,提高纤维结构稳定性
五、上油:1、条件:①游标尺的油位具有一定的高度或油辊达一定转速
②完整的供油系统
2、目的:给予丝一定含油量,增加纤维平滑性、粘合性、减少纤维静电,使丝卷退绕和织造性能良好
六、成形1、条件:①给予丝条一定的卷绕张力
②完整的成形结构
2、目的:使丝卷成形良好,用于运输和退绕
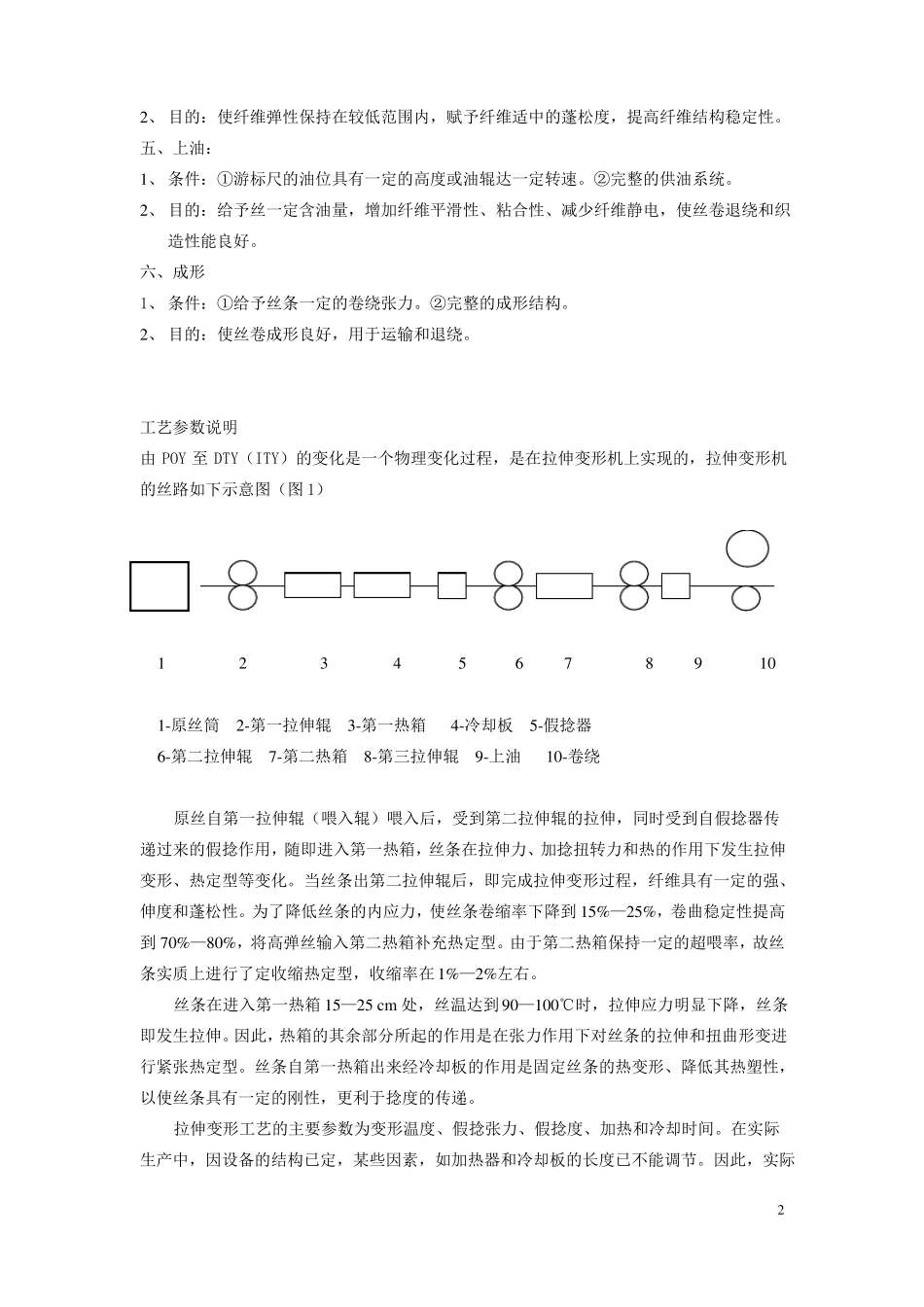
工艺参数说明由POY至DTY(ITY)的变化是一个物理变化过程,是在拉伸变形机上实现的,拉伸变形机的丝路如下示意图(图1)123456789101-原丝筒2-第一拉伸辊3-第一热箱4-冷却板5-假捻器6-第二拉伸辊7-第二热箱8-第三拉伸辊9-上油10-卷绕原丝自第一拉伸辊(喂入辊)喂入后,受到第二拉伸辊的拉伸,同时受到自假捻器传递过来的假捻作用,随即进入第一热箱,丝条在拉伸力、加捻扭转力和热的作用下发生拉伸变形、热定型等变化
当丝条出第二拉伸辊后,即完成拉伸变形过程,纤维具有一定的强、伸度和蓬松性
为了降低丝条的内应力,使丝条卷缩率下降到15%—25%,卷曲稳定性提高到70%—8