2流程程序分析流程程序分析了解工作的概貌需用工艺程序图,而流程程序图则进一步对生产现场的整个制造程序作详细的记录与分析,特别是用于分析其搬运距离,减少暂存、贮存等隐藏成本的浪费
或者说,工艺程序图属于宏观分析,而流程程序图属于微观分析
流程程序图与工艺程序图的构成极为相似,其差别仅为加入了“搬运”、“贮存”、“暂存”三种符号,并在时间之外再加上搬运的距离
流程程序图比工艺程序图详尽而复杂,常对每一主要零件单独作图,进行独立研究
根据研究对象分类:材料或产品流程程序图(物料型):描述生产或搬运过程中,材料或零件被处理的步骤
人员流程程序图(人型):记录操作人员在生产过程中一连串活动
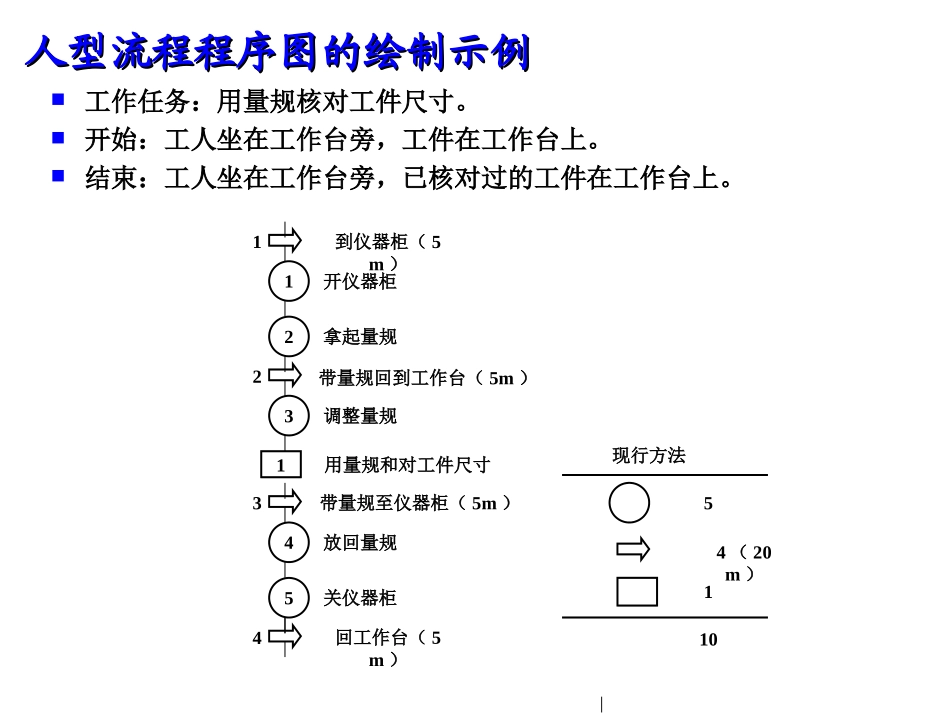
人型流程程序图的绘制示例人型流程程序图的绘制示例工作任务:用量规核对工件尺寸
开始:工人坐在工作台旁,工件在工作台上
结束:工人坐在工作台旁,已核对过的工件在工作台上
112到仪器柜(5m)开仪器柜用量规和对工件尺寸123带量规回到工作台(5m)拿起量规调整量规带量规至仪器柜(5m)345放回量规关仪器柜回工作台(5m)4现行方法54(20m)110物料型流程程序图的绘制示例物料型流程程序图的绘制示例工作任务:车制长轴
开始:钢棒由储存架至锯床
结束:涂防锈油至齐套库
112由贮存处运至锯床(1
5m)装夹在锯床上检验总长度124运至1号车床(3m)锯成ф15mm╳368mm车端面并钻中心孔37粗车长头外圆检验外径至退火炉(1
8m)43装上四轮车5用三爪卡盘卡紧6取下放入零件盒运至2号车床(1
2m)8调头夹紧9用三爪卡盘卡紧粗车长头外圆10211放入炉内12加温13装夹具从炉内取出14冷却155运至2号车床(1
8m)装上车床16精车外圆17切槽倒角18检验36至钻床(1
2m)钻孔19扩孔20攻螺纹217至热处理(1
8m)放入炉内22加温23从炉内