SMT外觀判定基准無鉛製程焊點狀況一
偏位之判定1
1晶片狀元件焊接寬度1
2晶片狀元件側面焊接長度1
3L型零件腳面偏位判定1
4I型引腳偏位判定二
焊接少錫判定標准2
1晶片狀零件之最小焊點(即少錫)判定標準2
2L型引腳之最小焊點(即少錫)判定標準之一2
3L型引腳之最小焊點(即少錫)判定標準之二三
多錫判定標准3
1晶片狀零件之最大焊點即多錫標準3
2L型引腳之最大焊點(即多錫)判定標准四
浮高判定標准Chip元件及L型引腳浮高標準五
其它不良現象判定標准5
1一般晶片元件缺損判定標准5
2焊點針洞判定標准5
特殊元件不良現象判定標准6
1通孔零件6
2MS—Holder6
3Shieldcan6
6玻璃體BGA6
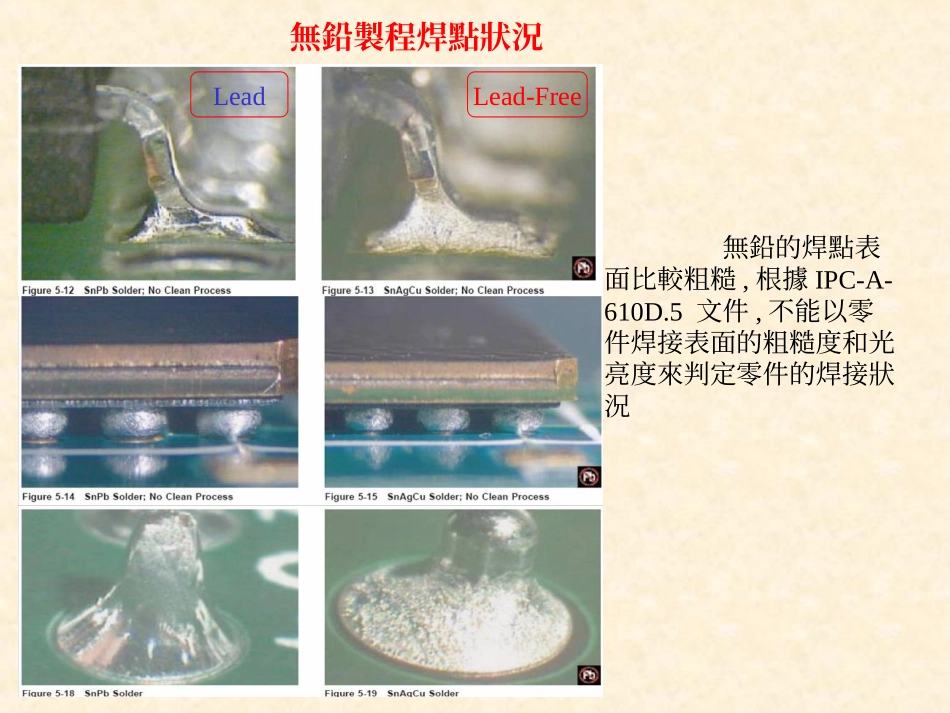
7Module參考文件:IPC-A-610D目錄AdobeAcrobatDocument無鉛製程焊點狀況LeadLead-Free無鉛的焊點表面比較粗糙,根據IPC-A-610D
5文件,不能以零件焊接表面的粗糙度和光亮度來判定零件的焊接狀況一
偏位之判定P:PCBpad寬度C:零件焊接寬度W:零件焊盤寬度C50%W≧時﹐則允收C0
13mm),且焊接良好﹔另一端不能超出焊盤﹐則可以接受﹔否則拒收
常見外觀不良判定基准拒收允收1
3L型零件腳面偏位判定各引腳都座落在各焊墊的中央而未發生偏滑﹐為理想狀況橫向偏移:焊接寬度C≧50%W(W為零件引腳寬度)則允收如圖﹐否則拒收(即C