第四章思考与练习题4-1机床夹具由哪几个部分组成
各部分起什么作用
4-2工件在机床上的装夹方法的哪些
其原理是什么
4-4什么是“六点定位原理”
4-5什么是完全定位、不完全定位、过定位以及欠定位
4-7根据六点定位原理,分析题图4-72所示各定位方案中,各定位元件所限制的自由度
4-9定位误差产生的原因有哪些
其实质是什么
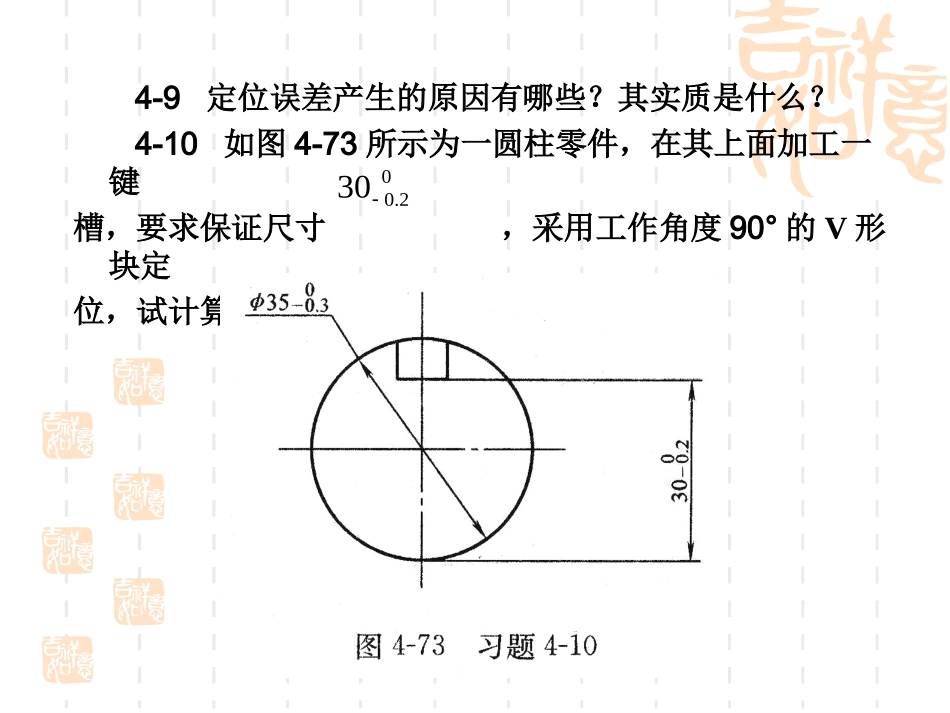
4-10如图4-73所示为一圆柱零件,在其上面加工一键槽,要求保证尺寸,采用工作角度90°的V形块定位,试计算该尺寸的定位误差
0304-11有一批如图4-74a所示的工件,除A,B处台阶面外,其余各表面均已加工合格
今用图4-74b所示的夹具方案定位铣削A,B台阶面,保证30±0
1mm和60±0
06mm两个尺寸
试分析计算定位误差
4-13简述夹具夹紧力的确定原则
第五章思考与练习题5-1什么叫主轴回转误差
它包括哪些方面
在影响主轴回转精度方面,车床和镗床有何不同
5-2在卧式镗床上来用工件送进方式加工直径为Φ200mm的通孔时,若刀杆与送进方向倾斜,则在孔径横截面内将产生什么样的形状误差
其误差大小为多少
031α5-3在车床上车一直径为Φ80mm、长为Φ2000mm的长轴外圆,工件材料为45钢,切削用量为:刀具材料为YT15,如只考虑刀具磨损引起的加工误差,问该轴车后能否达到IT8的要求
5-4什么是误差复映
误差复映系数的大小与哪些因素有关
5-6在车床上用前后顶尖装夹,车削长为800mm,外径要求为Φ的工件外圆
已知,试求:⑴仅由于机床刚度变化所产生的工件最大直径误差,并按比例画出工件的外形
⑵仅由于工件受力变形所产生的工件最大直径误差,并按同样比例画出工件的外形
⑶上述两仲情况综合考虑后,工件最大直径误差多大
能否满足预定的加工要求
若不符合要求,可采取哪些措施解决
mmN10000/k主mm50004
0N300