第1页共8页SAVELLI双面压实造型和静压造型工艺的比较常州萨维利铸造技术有限公司目前有代表性的有箱造型线,国外主要有德国KW、HWS、日本新东和意大利萨维利(SAVELLI)的双面压实造型线
本文重点介绍被人们誉为“下一代造型技术”的双面压实造型技术,并且与传统的静压造型以及造型线作以全面的比较,使大家可以更深入地了解萨维利独特的双面压实造型工艺,其可以实现高硬度和好的透气性完美地结合,并且在能耗与控制可靠性方面有着显著的优势
萨维利高效全自动造型线具有提供300整型/时和最大砂箱尺寸3500毫米的生产全套技术
一、萨维利SAVELLIFORMIMPRESS双面压实造型工艺和造型线1、双面压实造型机造型工艺原理和特点双面压实造型和普通造型的区别只在于型砂和模板之间的相互移动不同
它的造型过程和工艺是将预填框置于砂箱和模板之间
采用模板随型压实工艺和多触头压实机构,模板可以作上、下自由移动,将预填框内的型砂从砂型(砂箱)分型面处挤压推入,其紧实度是分型面和背面高,而中间较低的理想曲线分布,实现了高紧实度和好的透气性完美结合
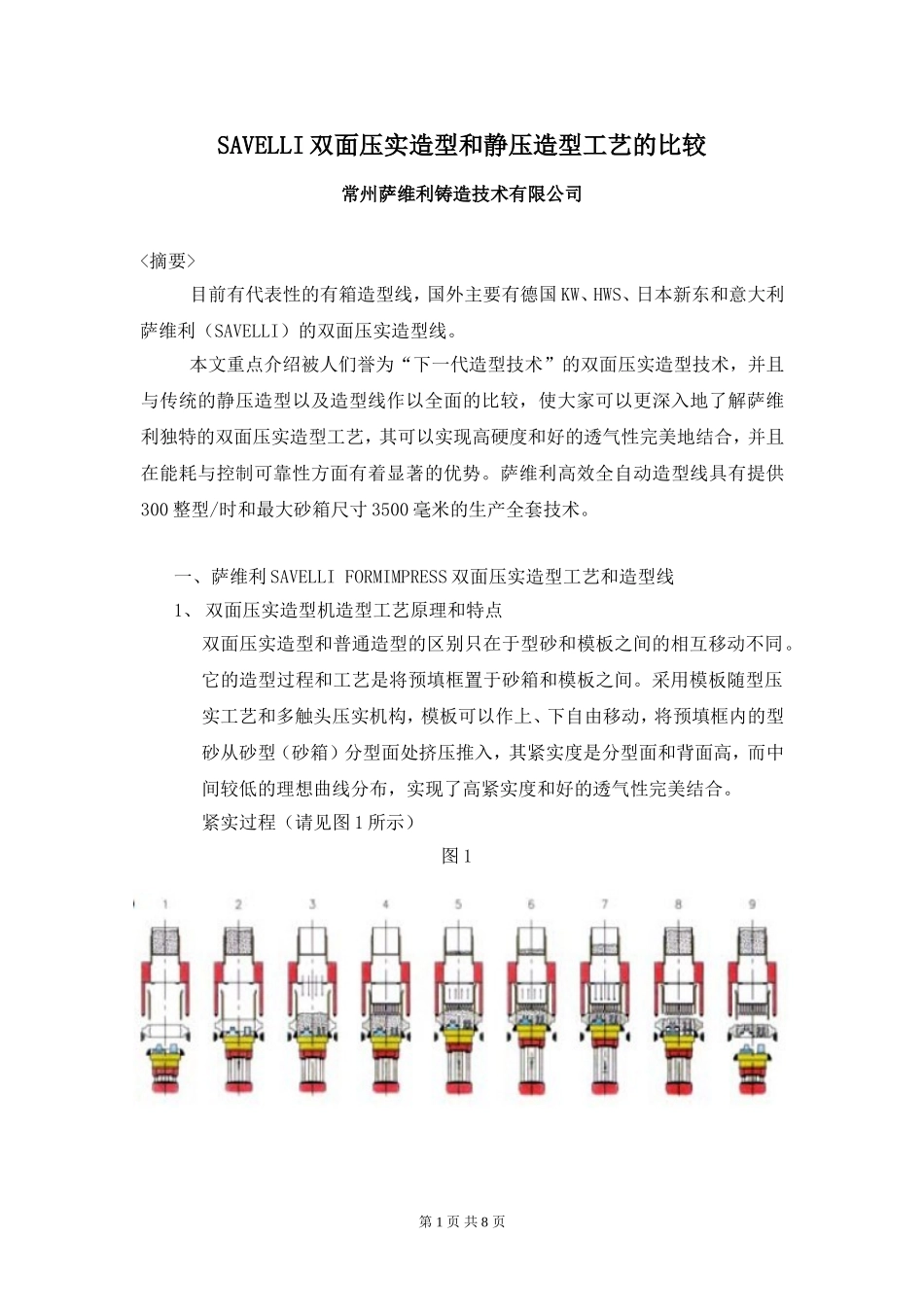
紧实过程(请见图1所示)图1第2页共8页步骤一:通过造型机称量斗称量型砂,同时预填框处于最高位置;步骤二:提升工作台,将模板,预填框和砂箱举升到工作位置;步骤三:重力加砂,将型砂从称量斗中加入到砂箱;步骤四:多触头压头进入至砂箱上方,造型机中心工作位置,刮平多余型砂;步骤五:工作台带着模板,预填框和砂箱再次提升,预紧实;步骤六:提升模板,自下而上开始压实;步骤七:通过多触头,以15kg/cm2压力从顶部挤压完成终紧实;步骤八:工作台下降,通过预填框慢速平稳脱模;步骤九:快速分离,将砂箱放置在砂箱辊道上,模板框定位在造型机内部模板更换装置中心,将造型完成的砂箱推出,同时将空砂箱推入到造型区准备
2、造型机主要结构组成组成结构包括:底部基础机构,顶部压头机