基于PLC和步进电机对水平工作台控制第一章绪论随着现代化工业设备的自动化,越来越多的工厂设备采用PLC,因此自动化程度越来越高
电气控制技术随着科学技术的发展,生产工艺不断提出新的要求而得到迅速发展
在现代化工业生产中,为了提高劳动生产率,降低成本,减轻工人的劳动力,要求整个生产工艺全程自动化,这就离不开控制系统
自动化往返工作台是基于PLC控制来设计的,控制系统的每一步动作都直接作用于工作台的运动,与PLC控制系统有着巨大的关系,因此对自动往返工作台的系统设计要予以重视
展望未来,21世纪,PLC会有更大的发展
从技术上看,计算机技术的新成果会更多的应用于可编程控制器的设计和制造上,会有运算速度更快、存储容量更大、智能更强的品种出现从产品规模上看,会进一步向超小型及超大型方向发展;从产品的品种看,会有更丰富、规格更齐全,完美的人机界面、完备的通信设备会更好地适应各种工业控制场合的需求;从市场上看,各国各自生产多品种产品的情况会随着国际竞争的加剧而打破,会出现少数几个品牌垄断国际市场的局面,会出现国际通用的编程语言;从网络的发展情况来看,可编程控制器和其它工业控制计算机组网购成大型的控制系统是可编程控制器技术的发展,可编程控制器作为自动化控制网络和国际通用网络的重要组成部分,将在工业及工业以外的大多数领域发挥越来越大的作用
第1页共39页基于PLC和步进电机对水平工作台控制第二章总体方案的确定2
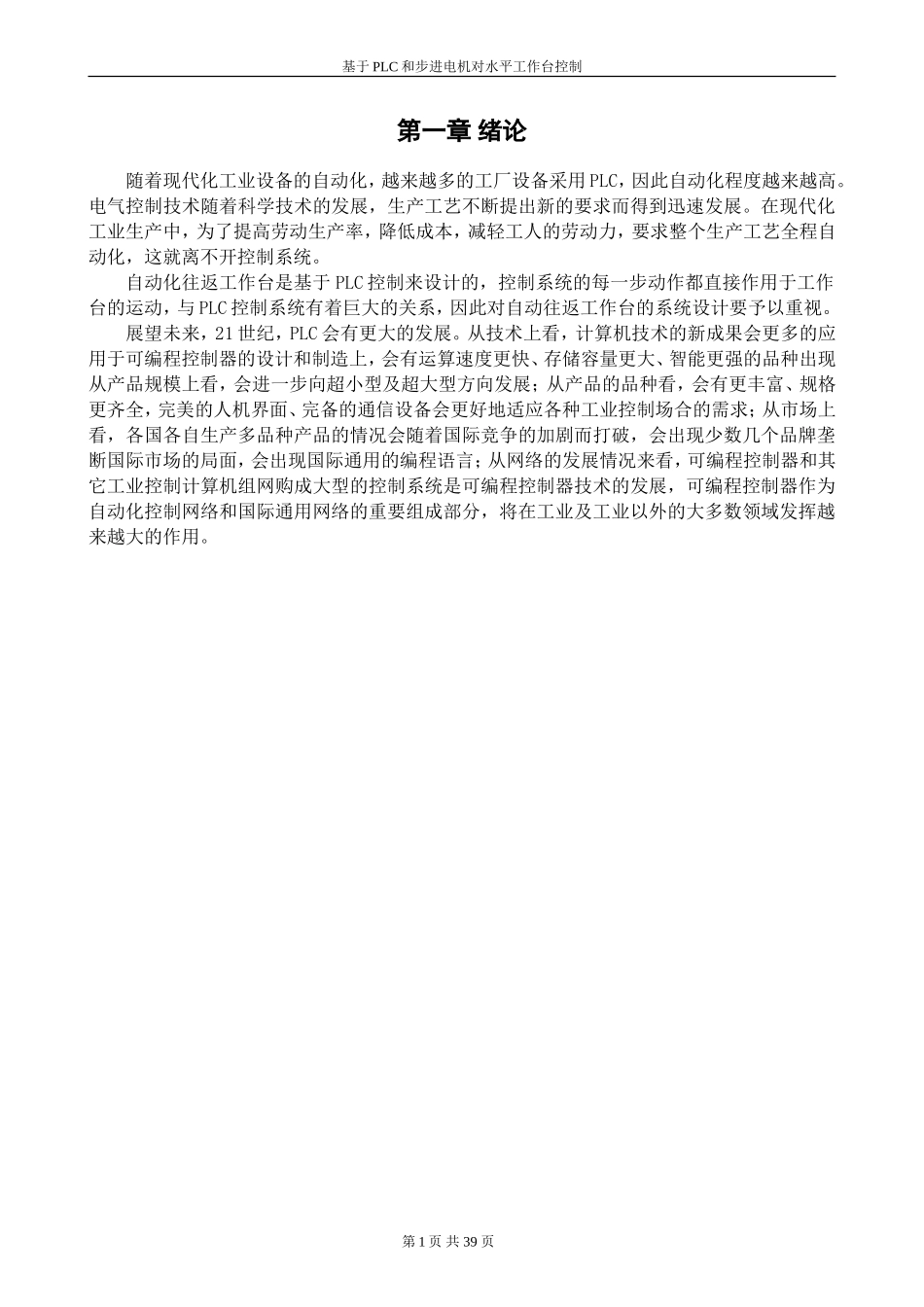
1设备简介设备的结构简图如下:图2-1设备结构简图步进电机旋转一周,滚珠丝杠也旋转一周,工作台将水平移动一个丝距,这样,电机的圆周运动就可以转化为工作台的直线运动,固定在工作台上的定位铁片也将水平左右移动
图中所示的丝杠丝距为3mm
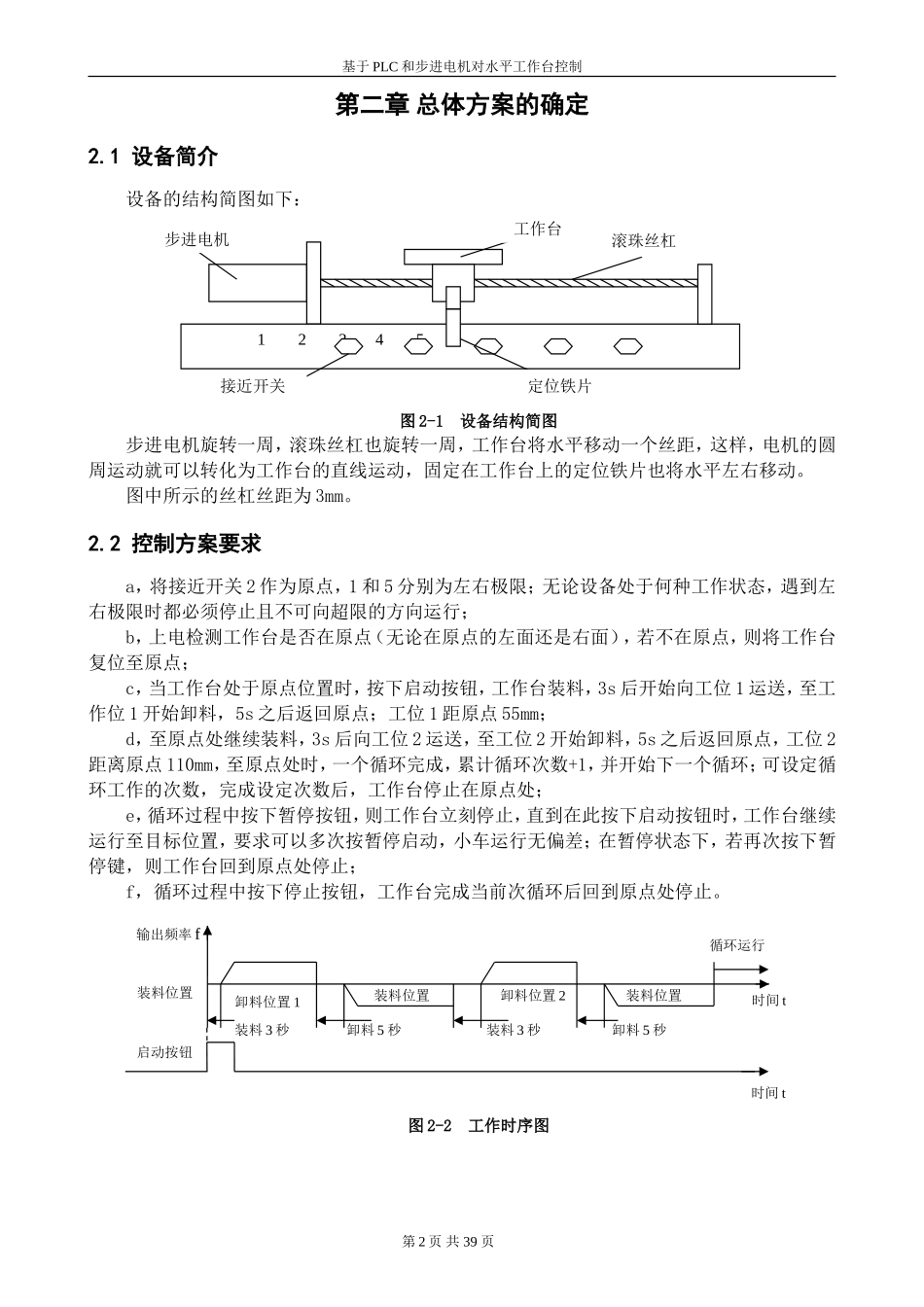
2控制方案要求a,将接近开关2作为原点,1和5分别为左右极限;无论设备处于何种工作状态,遇到左右极限时都必须停止且不可向超限的方向运行;b,上电检