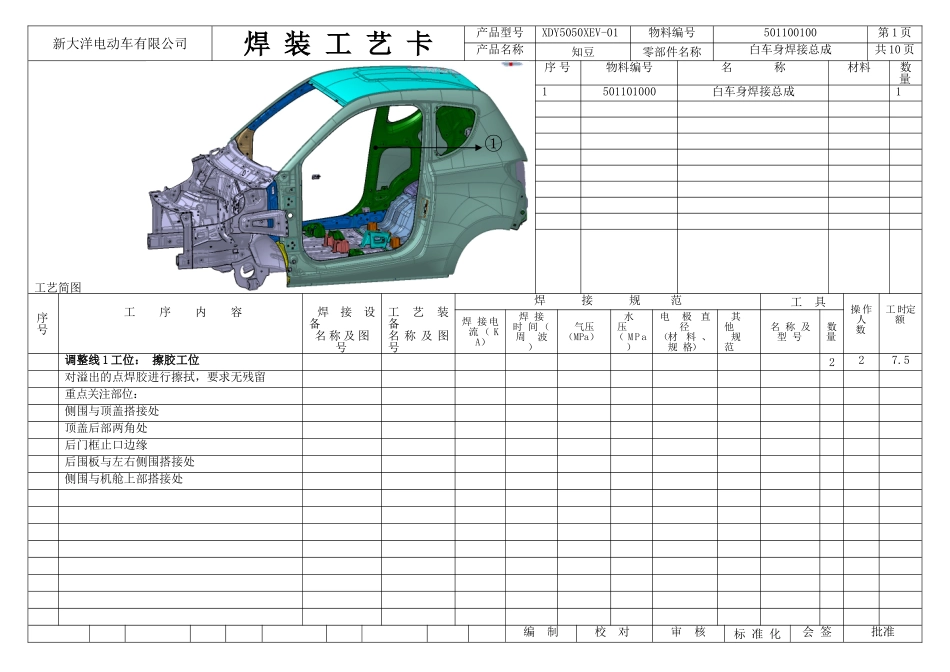
焊装车身调整线工艺卡受控状态:受控非受控编制:审核:会签:批准:山东新大洋电动车有限公司2013年05月08日发布2013年05月09日实施编号:XDYC/JS-GY·H-08-2新大洋电动车有限公司焊装工艺卡产品型号XDY5050XEV-01物料编号501100100第1页产品名称知豆零部件名称白车身焊接总成共10页工艺简图序号物料编号名称材料数量1501101000白车身焊接总成1序号工序内容焊接设备名称及图号工艺装备名称及图号焊接规范工具操作人数工时定额焊接电流(KA)焊接时间(周波)气压(MPa)水压(MPa)电极直径(材料、规格)其他规范名称及型号数量调整线1工位:擦胶工位227
5对溢出的点焊胶进行擦拭,要求无残留重点关注部位:侧围与顶盖搭接处顶盖后部两角处后门框止口边缘后围板与左右侧围搭接处侧围与机舱上部搭接处编制校对审核标准化会签批准①更改标记数量更改单号签字日期更改标记数量更改单号签字日期新大洋电动车有限公司焊装工艺卡产品型号XDY5050XEV-01物料编号501100100第2页产品名称知豆零部件名称白车身焊接总成共10页工艺简图序号物料编号名称材料数量1501101000白车身焊接总成12841100300前横梁总成1631101132螺母加强板焊合2序号工序内容焊接设备名称及图号工艺装备名称及图号焊接规范工具操作人数工时定额焊接电流(KA)焊接时间(周波)气压(MPa)水压(MPa)电极直径(材料、规格)其他规范名称及型号数量调整线2工位:CO2焊接工位227
5见工艺附图半自动C02保70-90H08Mn2SiA1补焊前用铁榔头和木榔头进行调整,使焊接护焊机2台φ1
0部位零件贴合度小于1mm;NBC-2502补焊前清理各补焊附近表面油污和锈蚀;3补焊位置正确;4焊缝尺寸和接头尺寸符合工艺要求;5禁止有烧穿,未熔合,未焊透,裂纹,气孔等缺陷