6层流冷却工艺技术操作规程6
1范围本标准规定了重庆钢铁股份有限公司(下称公司)热轧板带厂层流冷却的工艺流程、工艺条件及操作注意事项等内容
2引用标准重钢热轧板带厂生产线生产工艺要求重钢热轧板带厂生产线按炉送钢管理制度重钢热轧板带厂产品质量管理制度要求等
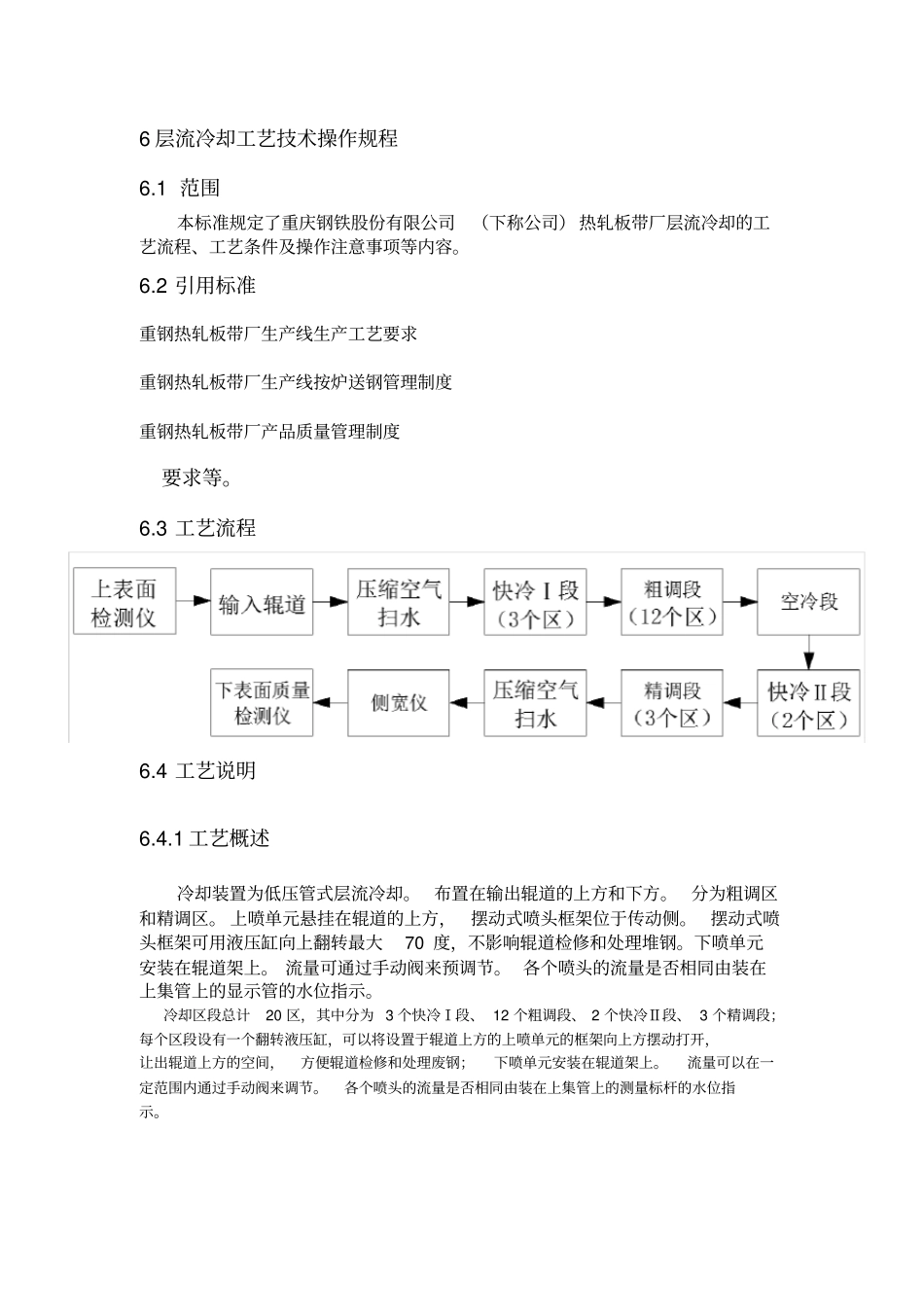
3工艺流程6
4工艺说明6
1工艺概述冷却装置为低压管式层流冷却
布置在输出辊道的上方和下方
分为粗调区和精调区
上喷单元悬挂在辊道的上方,摆动式喷头框架位于传动侧
摆动式喷头框架可用液压缸向上翻转最大70度,不影响辊道检修和处理堆钢
下喷单元安装在辊道架上
流量可通过手动阀来预调节
各个喷头的流量是否相同由装在上集管上的显示管的水位指示
冷却区段总计20区,其中分为3个快冷Ⅰ段、12个粗调段、2个快冷Ⅱ段、3个精调段;每个区段设有一个翻转液压缸,可以将设置于辊道上方的上喷单元的框架向上方摆动打开,让出辊道上方的空间,方便辊道检修和处理废钢;下喷单元安装在辊道架上
流量可以在一定范围内通过手动阀来调节
各个喷头的流量是否相同由装在上集管上的测量标杆的水位指示
2输出辊道的控制控制方式:输出辊道主要是速度控制,同时处理事故时可以反转
输出辊道的速度应与带钢运行速度同步,以免打滑划伤带钢表面
输出辊道要有与精轧轧制末机架和卷取机同时相匹配的升降速功能
带钢头部从精轧末机架出来时,输出辊道速度以比精轧末机架出口速度超前15~25%运行;带钢尾部从精轧末机架出来时,输出辊道比精轧末机架出口速度滞后15~25%运行
当辊道上同时存在两根带钢时,每组辊道应以不同速度运行(超前或滞后)
输出辊道可分组单动,也可与1#,2#卷取机入口前辊道联动
辊道外冷水控制:分8组冷却,用电磁阀控制冷却水自动启闭
辊道检查、调整标准:不能有破裂、掉肉的辊子;辊面不能有尖锐的硬质粘结物;不能有卡死的辊子、反转的辊子;不允许相邻两根辊子