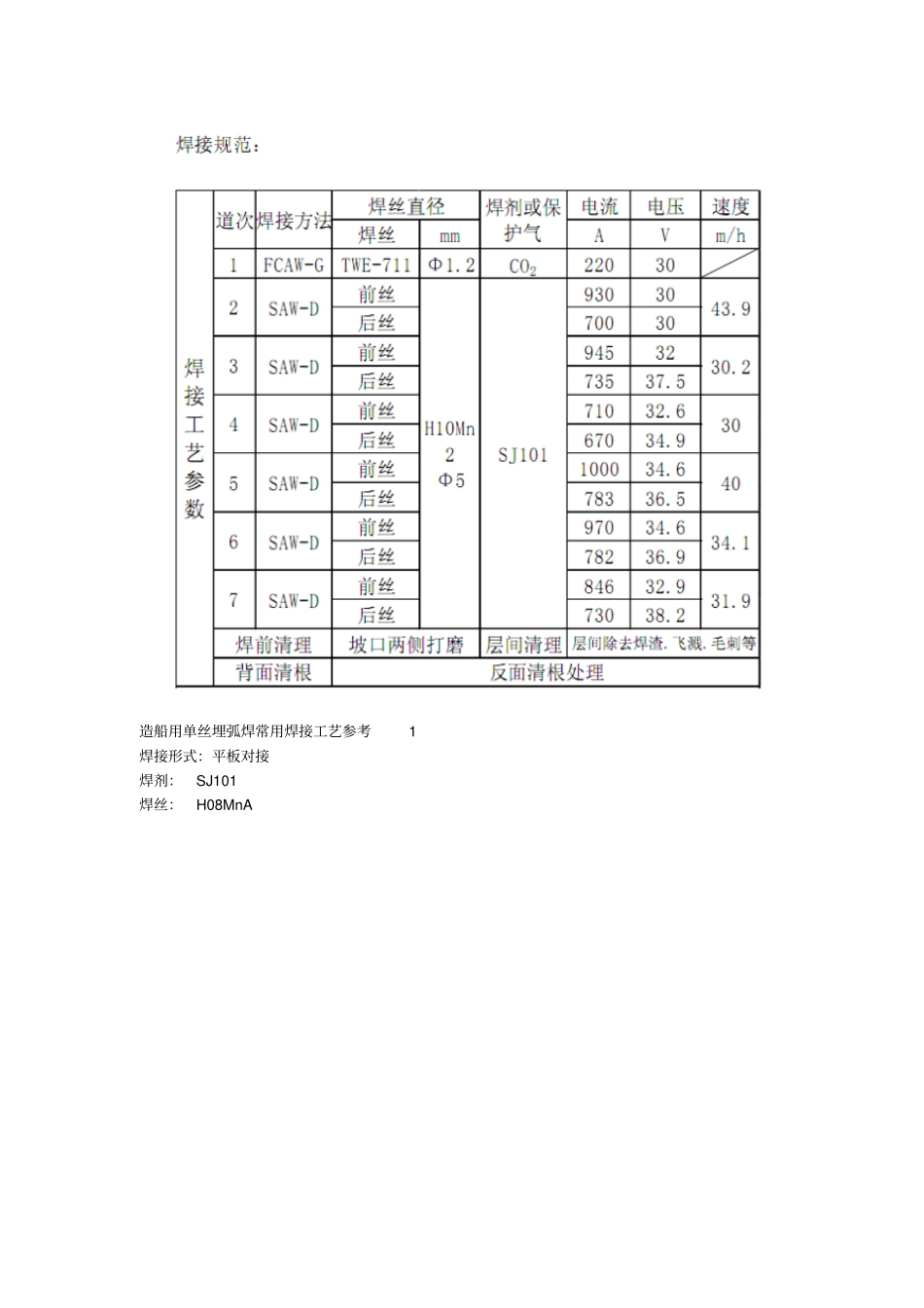
50mm厚钢板双丝埋弧焊焊接工艺母材钢号:Q345GJC板厚:50mm焊接形式:平板对接焊丝:H10Mn2焊剂:SJ101(350℃,2小时)预热温度:80-150℃层间温度:80-200℃造船用单丝埋弧焊常用焊接工艺参考1焊接形式:平板对接焊剂:SJ101焊丝:H08MnA造船用单丝埋弧焊常用焊接工艺参考2工艺特点:反面无需清根中厚板I型对接双丝双弧埋弧焊工艺参考焊接形式:I型平板对接无间隙船厂用双丝埋弧焊工艺(一)(本工艺适用于对接间隙较小的平板对接焊)MZ-1250BM双丝双电埋弧焊机技术规格书唐山开元自动焊接装备有限公司日期:2007年11月目录一、产品概要二、产品构成三、产品参数四、使用方法五、应用案例一、产品概要双丝埋弧自动焊是一种高效的焊接方法,可以获得较高的熔敷效率,可以实现在很高的焊速下获得合理的焊缝成形和良好的焊接质量,可以有效提高焊缝的抗气孔能力
在埋弧焊焊接过程中,当熔深要求一定时,提高焊接速度,电弧对熔池中液体金属的后排作用加剧,焊缝成形恶化,易于出现两侧凹陷咬边,中心有尖峰的山峰形焊缝,使焊速受到制约;另一方面,厚板焊接时,提高焊接电流虽然可以使熔深增加,但容易生成气孔、裂缝等缺陷,使单弧埋弧焊的电流受到制约
双丝埋弧焊接过程中,前丝和后丝共同决定了热输入、和最终的组织状态和使用性能,而前、后丝的作用又不尽相同
通过调整前丝直流电弧的极性、焊接电流、焊接电压、焊接速度来保证焊缝的熔深,一般前丝的焊接电流较大而电压较小,后丝交流电弧的作用是保证熔池的宽度和焊缝的形状,一般后丝的焊接电流较小而电压较高
另外双丝焊时,双电弧共同作用于一个熔池,熔池受电弧的搅拌作用增强可有效消除焊缝边缘的未熔合,同时焊接时形成的熔池较长,金属在其固熔态时时间较长,相对于单电弧时的冷却速度和热循环过程较慢,焊缝中的微量元素由较长时间进行扩散,熔池的底部面积扩展,不易形成梨