TURBOPMAC例程2012-01螺旋插补例程1螺旋插补例程在TurboPMAC控制器中,螺旋插补仅仅是标准圆弧插补的扩展,不执行圆弧插补的轴将自动执行线性插补运动
在螺旋插补中,一般使用X,Y作为圆弧插补轴,Z轴为直线轴垂直于XY平面,如果添加一个与圆弧平面垂直的旋转轴C,使刀具与运动路径成一个固定的夹角,可以保证刀具始终垂直于切割面
例如,完成一个XY平面的起点为(X=10,Y=0)的完整圆,可以使用下列命令:NORMALK-1;指定XY平面,Z轴为垂直轴CIRCLE2;逆时针圆弧插补ABS;按坐标指定终点(绝对模式)INC(R);按圆心指定终点(相对模式)X10Y0I-10;开始圆弧运动如果没有给出一个轴的明确终点,则认为终点与起点重合,在圆弧插补中,若未定义圆弧终点坐标,默认会执行完整的圆弧,所以执行画圆的指令可以简化为:I-10加入Z轴,使其运动到Z=1,C轴为旋转轴旋转至360°,命令可变为:X10Y0I-10Z1C360由于是一个完整的圆,指令可简化为:I-10Z1C360应用实例有时,内螺纹太大无法进行攻丝,这就需要一个可以三维平动并可自身旋转的单点刀具,以确保紧贴并垂直于内表面进行切削
这些直角坐标轴执行螺旋插补,旋转轴则以恒定角速度运动
为确保满足切削深度并保护刀具,程序需要执行一系列“回合”,执行每个“回合”都会增加一定切削深度,一个“回合”是一段螺旋插补,专门完成一段螺纹,在各段之间使用Rapid运动以准备下个段的插补
每个圆弧运动模式周期都会在XY平面产生一个完整的圆,Z轴会运动一个“螺距”,而C轴也会运动360°
程序速度是刀具中心在XYZ空间的矢量速度(默认为Frax(X,Y,Z)命令)
这个速度会在程序中分解到各轴,因为刀具中心的速度要慢于刀尖的速度
可以在示例中使用刀具半径补偿,补偿方式在程序中隐含
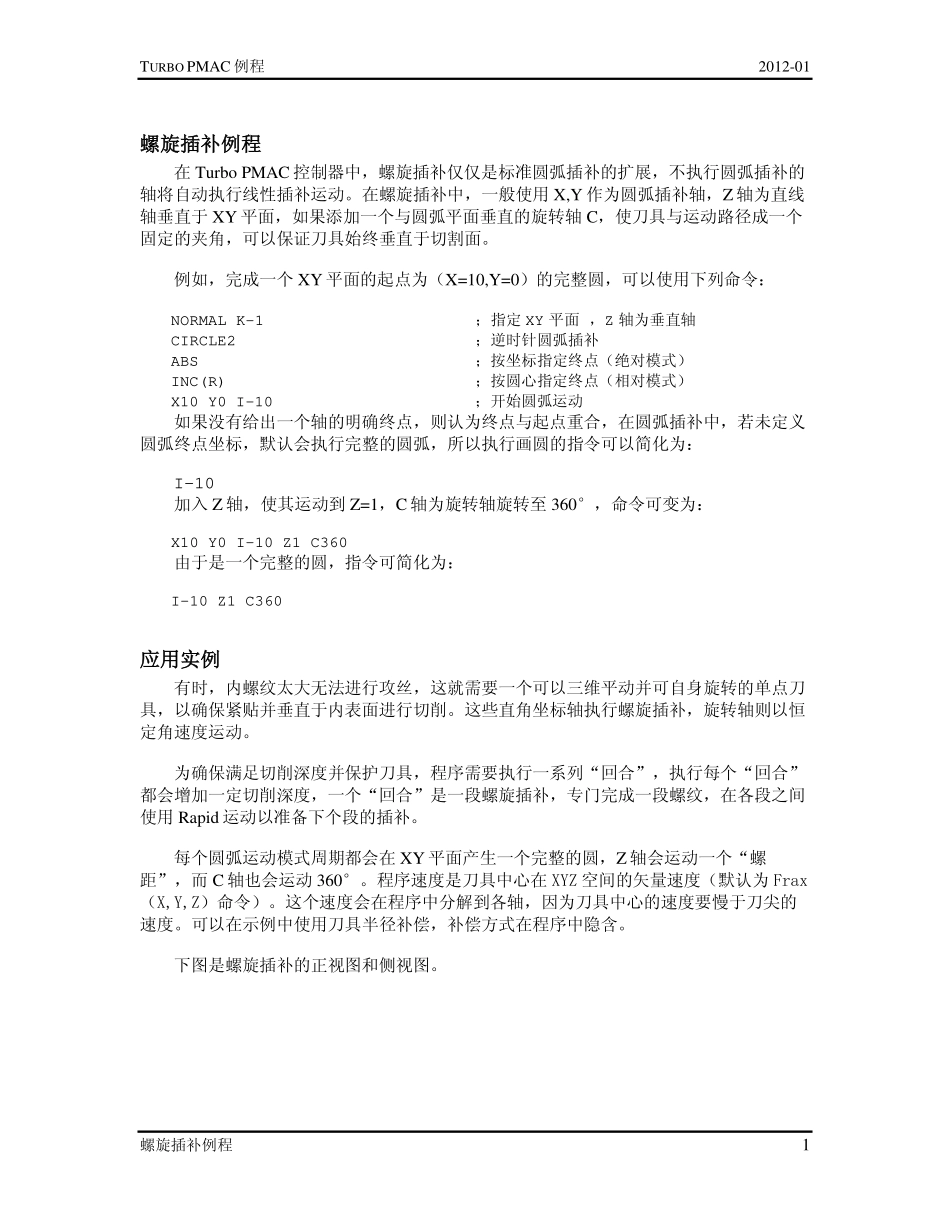
下图是螺旋插补的正视图和侧视图