实用标准文档2
5DOE分析及优化以分析一根直径为75mm的精密注射螺杆为例,采用2水平多因子的分析方法
影响因子分别是:L2(低水平值为236,高水平值为400)、H3(低水平值为5
1,高水平值为6
1)、H4(低水平值为3
7,高水平值为4
7);响应为:50%L塑化位置处螺杆头部的压力P、螺杆沿程的最大压力P(max)、机筒内壁的剪切速率gb、螺杆沿程最大的机筒内壁剪切速率gb(max)、螺杆表面的剪切速率gs、螺杆沿程最大的螺杆表面剪切速率gs(max)、螺杆头部熔体的温度T、塑化时间t、产量Q、停留时间RT
新建一个新的Design:点击File,在下拉菜单中选择“Newdesign”或直接点击图标即可
DOE设计界面2
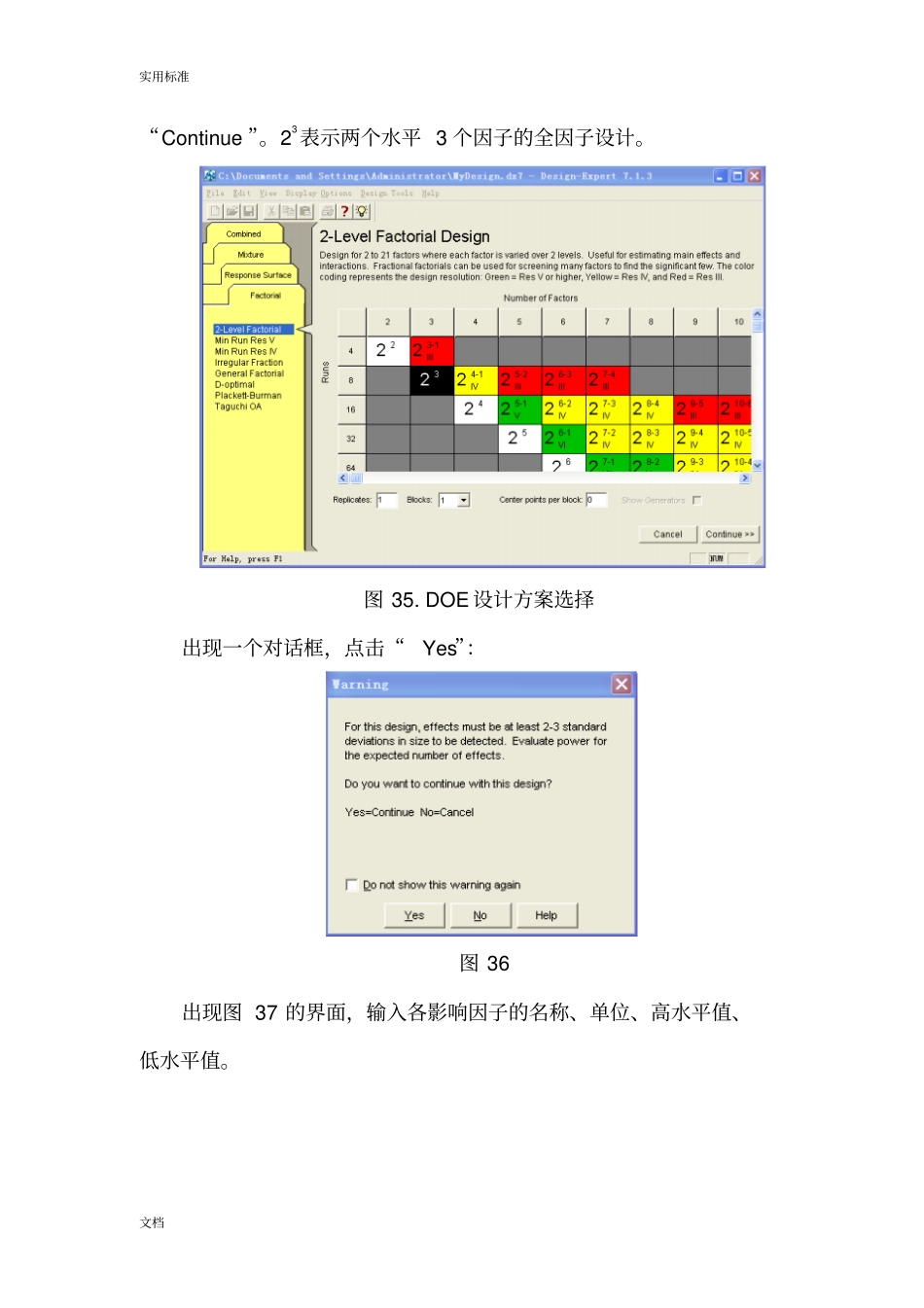
选择两水平的因子设计,点击“23”的白色方块,然后点击实用标准文档“Continue”
23表示两个水平3个因子的全因子设计
DOE设计方案选择出现一个对话框,点击“Yes”:图36出现图37的界面,输入各影响因子的名称、单位、高水平值、低水平值
实用标准文档图37
因子水平设计点击“Continue”,选择响应的个数,然后输入各响应的名称和单位,如图28所示
实用标准文档图38
相应数量及类型点击“Continue”,输入数据,如图39所示
分析数据表(1)首先分析数据:在Analysis阶段,通过观察Half-normalplot中Standardizedeffect(各参数对重量的作用),选取较重要的指标,然后通过ParetoChart可观察各因素的作用大小
然后进入ANOVA阶段,看到最右侧显示Significant表明模型与实际非常吻合,然后再观察
实用标准文档图40
因子重要性分析图41
传递函数可靠性评价图42分析得出的传递函数在实际分析中,应尽量以二进制形式给出的传递函数来进行分析
实用标准文档(2)