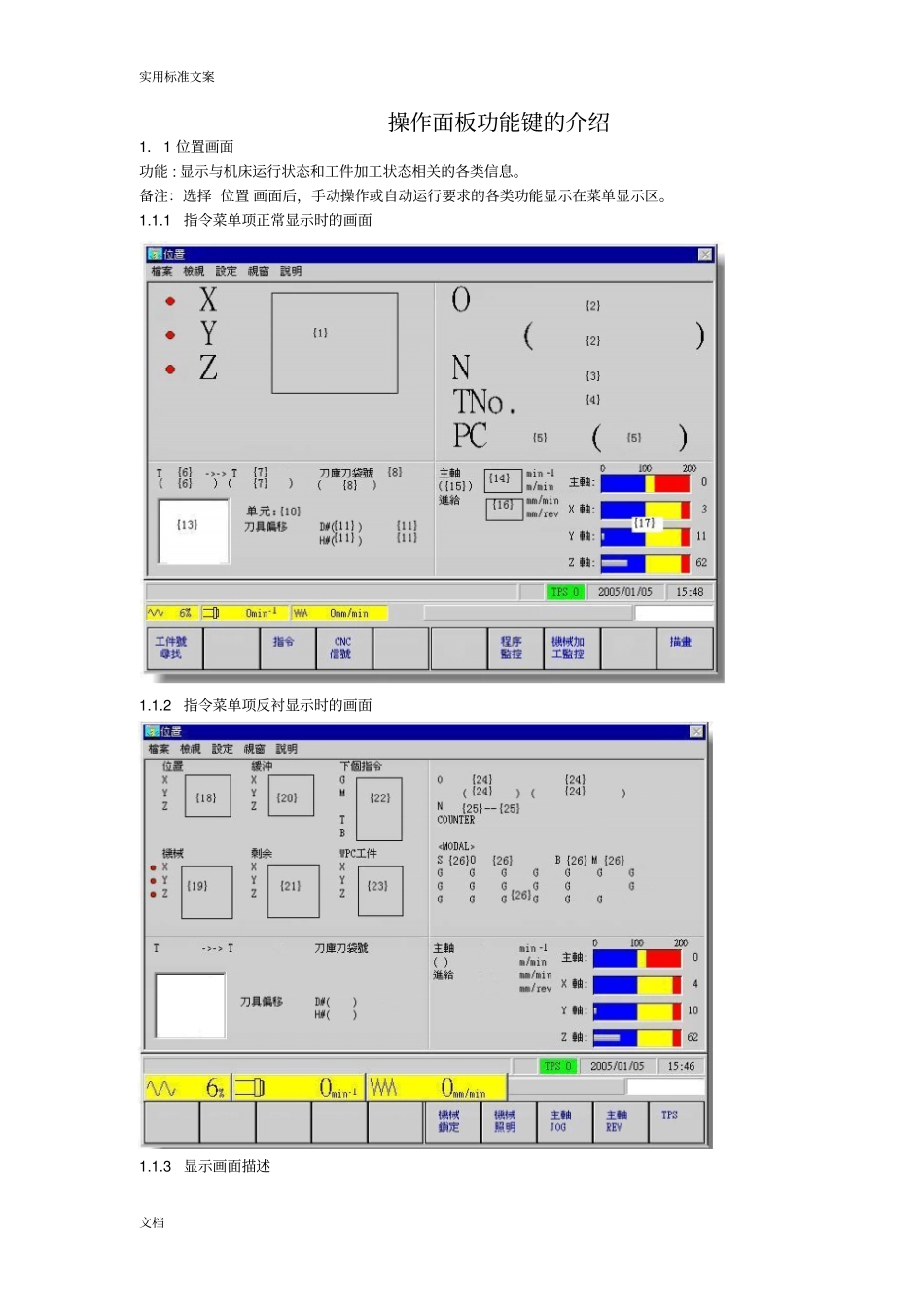
实用标准文案文档操作面板功能键的介绍1.1位置画面功能:显示与机床运行状态和工件加工状态相关的各类信息
备注:选择位置画面后,手动操作或自动运行要求的各类功能显示在菜单显示区
1指令菜单项正常显示时的画面1
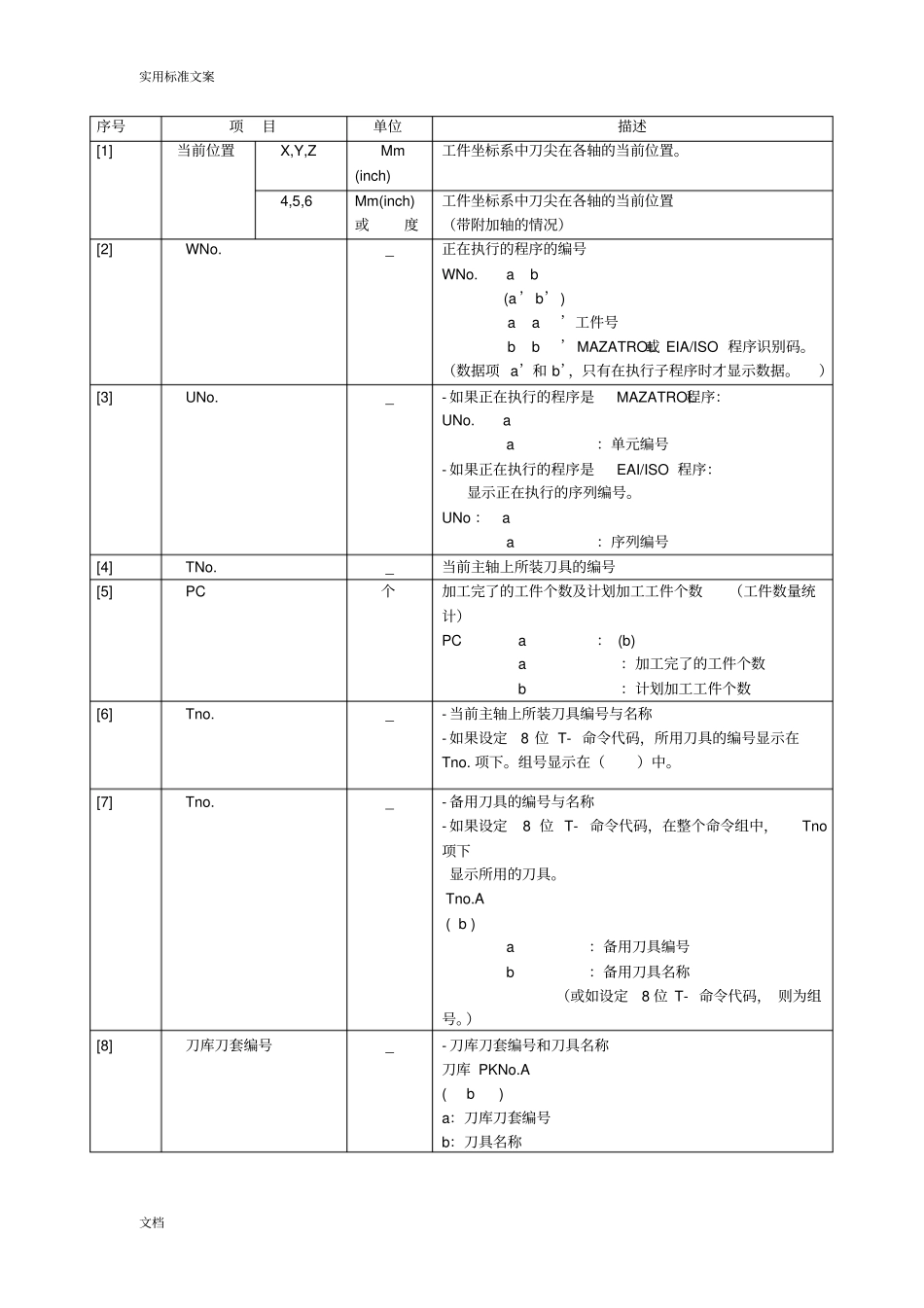
2指令菜单项反衬显示时的画面1
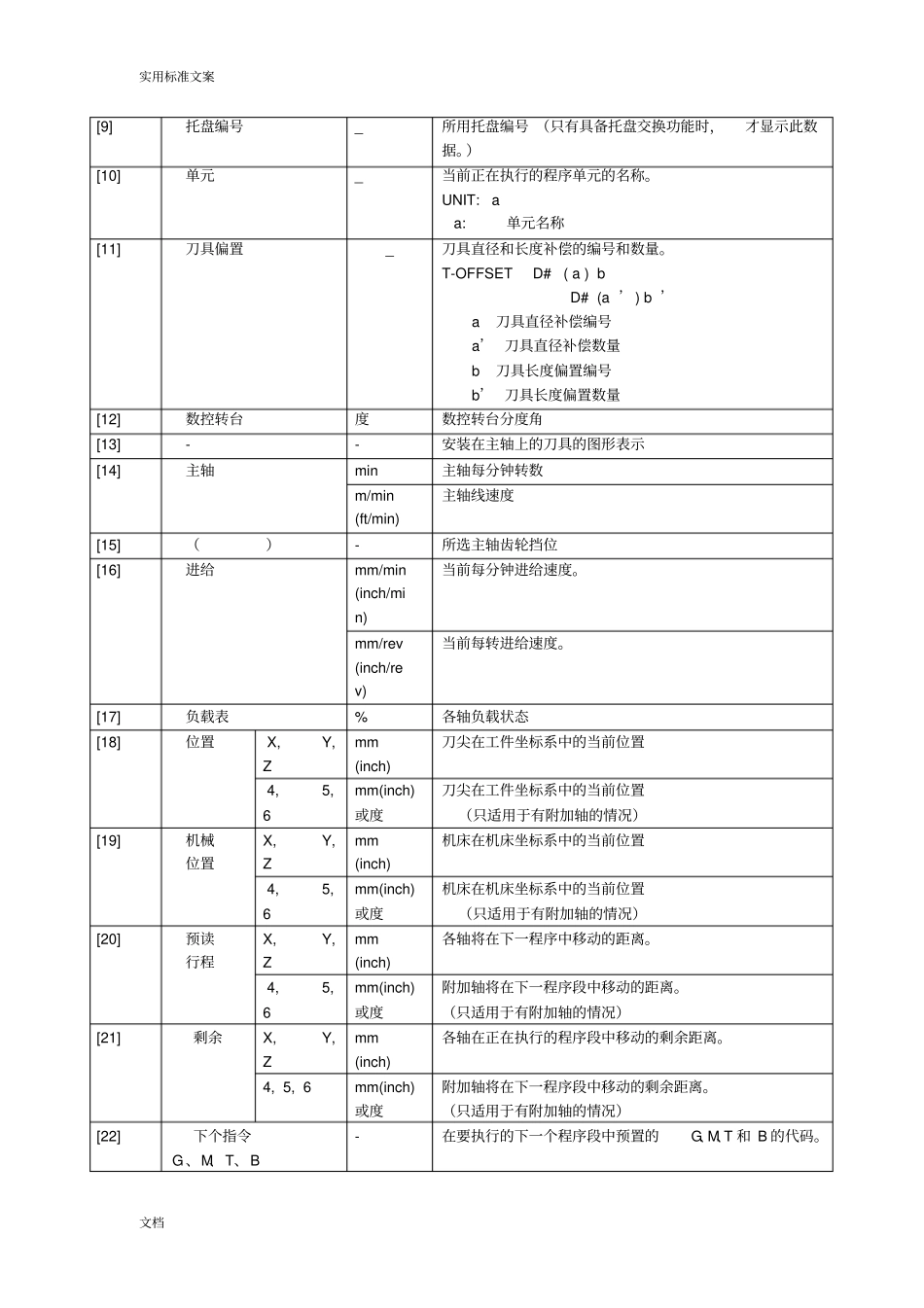
3显示画面描述实用标准文案文档序号项目单位描述[1]当前位置X,Y,ZMm(inch)工件坐标系中刀尖在各轴的当前位置
4,5,6Mm(inch)或度工件坐标系中刀尖在各轴的当前位置(带附加轴的情况)[2]WNo
_正在执行的程序的编号WNo
ab(a’b’)aa’工件号bb’MAZATROL或EIA/ISO程序识别码
(数据项a’和b’,只有在执行子程序时才显示数据
)[3]UNo
_-如果正在执行的程序是MAZATROL程序:UNo
aa:单元编号-如果正在执行的程序是EAI/ISO程序:显示正在执行的序列编号
UNo:aa:序列编号[4]TNo
_当前主轴上所装刀具的编号[5]PC个加工完了的工件个数及计划加工工件个数(工件数量统计)PCa:(b)a:加工完了的工件个数b:计划加工工件个数[6]Tno
_-当前主轴上所装刀具编号与名称-如果设定8位T-命令代码,所用刀具的编号显示在Tno
组号显示在()中
[7]Tno
_-备用刀具的编号与名称-如果设定8位T-命令代码,在整个命令组中,Tno项下显示所用的刀具
A(b)a:备用刀具编号b:备用刀具名称(或如设定8位T-命令代码,则为组号
)[8]刀库刀套编号_-刀库刀套编号和刀具名称刀库PKNo
A(b)a:刀库刀套编号b:刀具名称实用标准文案文档[9]托盘编号_所用托盘编号(只有具备托盘交换功能时,才显示此数据
)[10]单元_当前正在执行的程序单元的名称
UNIT:aa:单元名称[11]刀具偏置_刀具直径和长度补偿的编号和数量
T-OFFSETD#