一模二冲打头机,冷镦机操作手册作业名称使用基准管理要点1作业检查(1)检查各部份的螺栓、螺帽是否松弛
(2)注入所规定的润滑油
(3)将飞轮用手或瞬动大约转动二次,以查看是否顺利的转动
(1)使用空气设备的机械应该查看是否正常
2应准备的模具及手工具调整用工具(1)开口扳手8-10,10-12,14-17,24-27(2)梅花扳手8-10,10-12,14-17,24-27(3)双头扳手11,13,19,21(4)活动扳手300MM(5)加长六角扳手(9件)2
5mm-8mm(6)十字螺丝起子(7)铁锤(8)钢丝钳测定器具(检查用)(1)C型分厘卡尺(2)游标尺(3)各种量规制造用工具(1)主模(2)主模顶棒(3)剪模(4)剪刀片(5)一冲模壳(6)一冲活动模(7)一冲垫块(8)弹簧(9)二冲模瞉(10)二冲顶针3材料之准备与矫正(1)将线圈放线架上面
(2)用钢丝钳将线圈的结线切断
(3)用剪刀将线头先端的异常部份切断,然后用锉刀并将端面加以锉圆
(4)将线头(约2-3公尺)处矫正成直线,线径如太粗者用矫正机施行之
(5)经由矫正轮再矫正直线
材料的规格与订购单的材质尺寸之对照,切断的长度通常以30-70mm为佳
4材料输送轮安装(1)放松输送轮装配螺丝,且安装输送轮
(2)输送轮的沟尺以使用合于密合于材料直径或稍大者
5主模、剪模、剪刀片的装配(1)将剪刀轴退至最后
(2)剪模与主模固定孔以擦拭保持干净
(3)将弹簧(外径18长度25L)装入剪模孔再将剪模放入
(4)主模与主模顶棒配合并装入主模孔,并装主模固定螺丝加以紧固
(5)剪刀片配装内六角螺丝(M10*30L)与垫片用剪切断材料的切口为:(1)良好
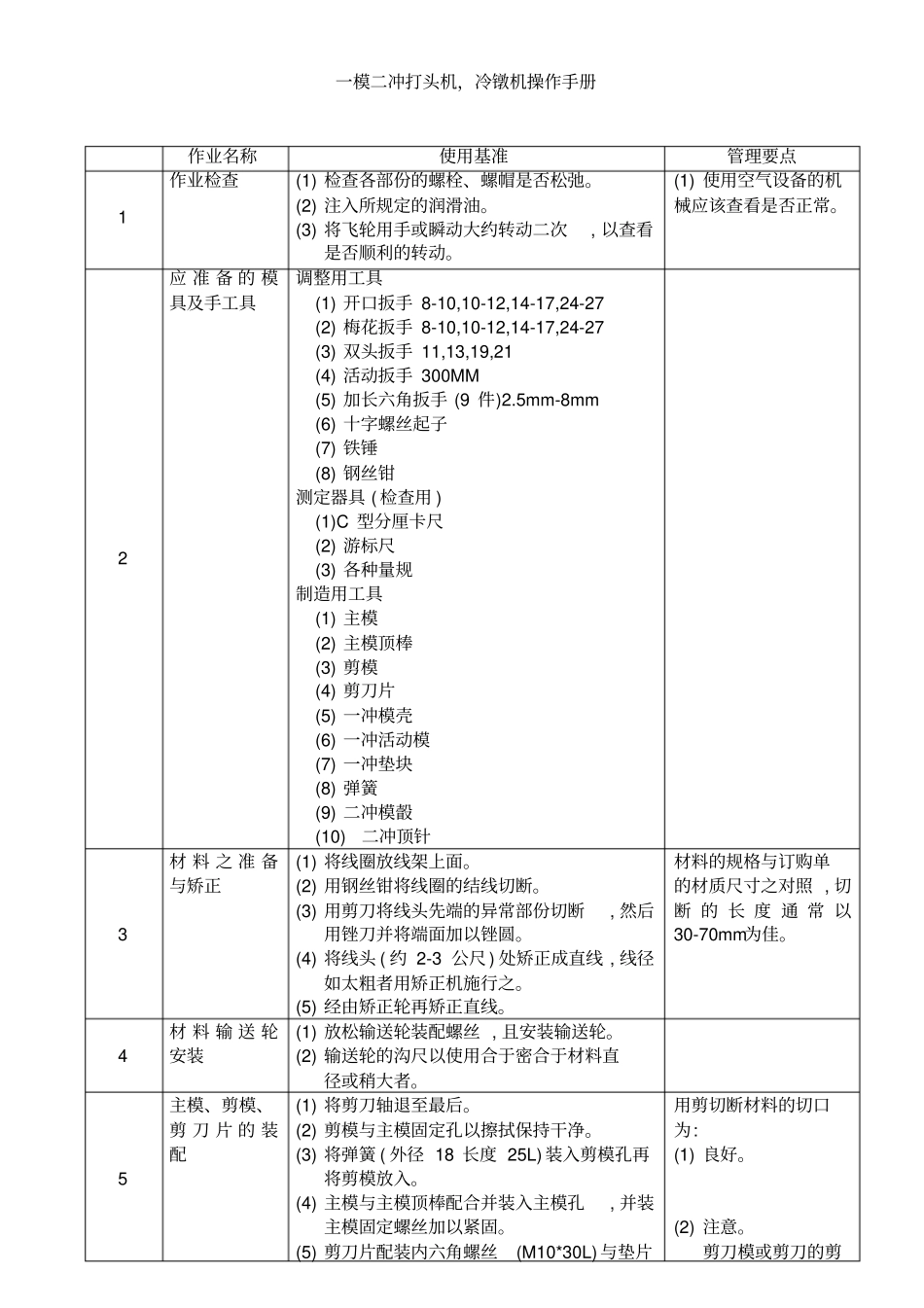
剪刀模或剪刀的剪(外径28厚度4mm)后,略为固定
(6)将另一支主棒顶插入主模孔内,剪刀片送至主模孔,松开剪刀滚轮轴固定螺帽,调整剪刀调整螺丝,直至剪刀