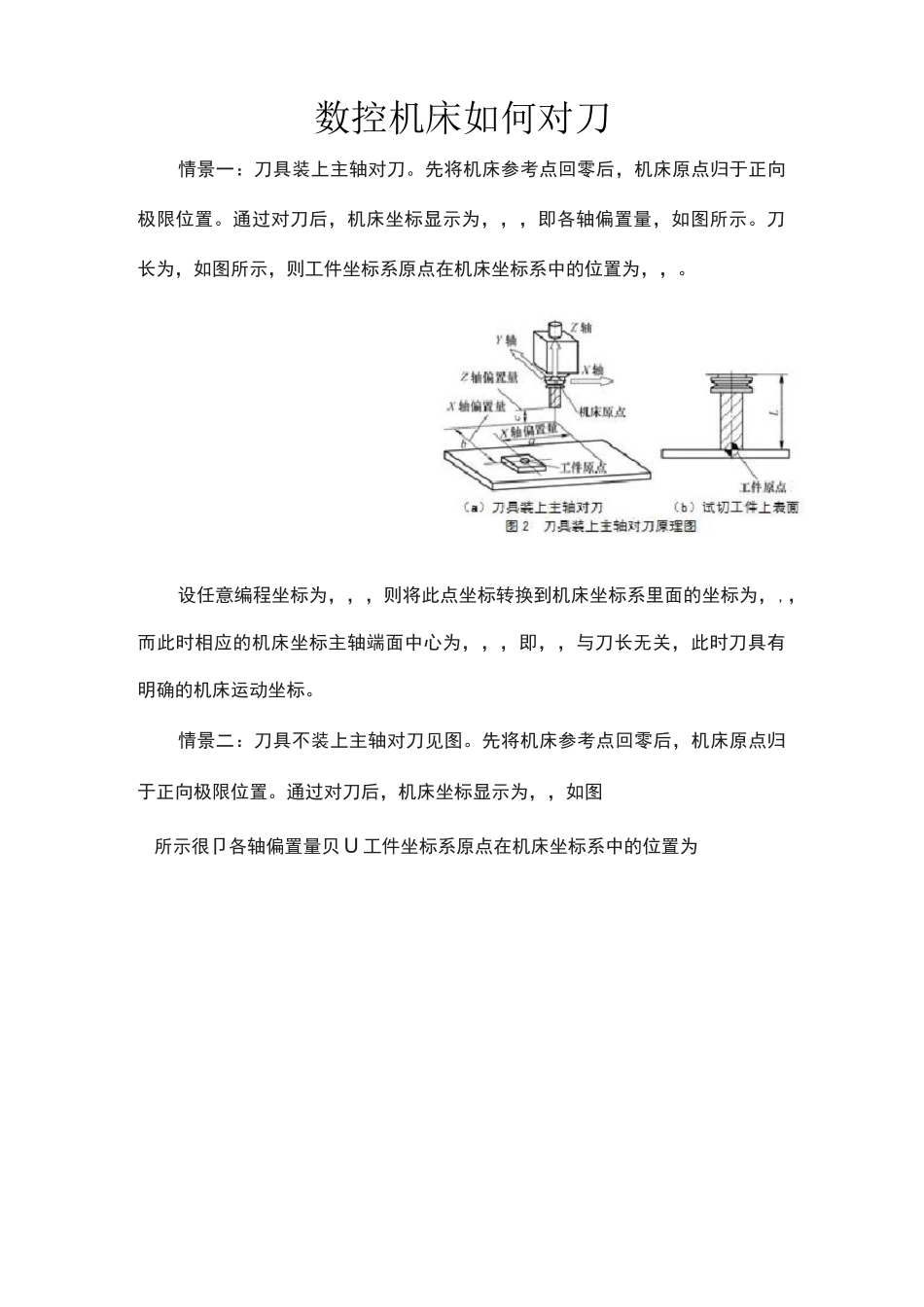
数控机床如何对刀情景一:刀具装上主轴对刀
先将机床参考点回零后,机床原点归于正向极限位置
通过对刀后,机床坐标显示为,,,即各轴偏置量,如图所示
刀长为,如图所示,则工件坐标系原点在机床坐标系中的位置为,,
设任意编程坐标为,,,则将此点坐标转换到机床坐标系里面的坐标为,,,而此时相应的机床坐标主轴端面中心为,,,即,,与刀长无关,此时刀具有明确的机床运动坐标
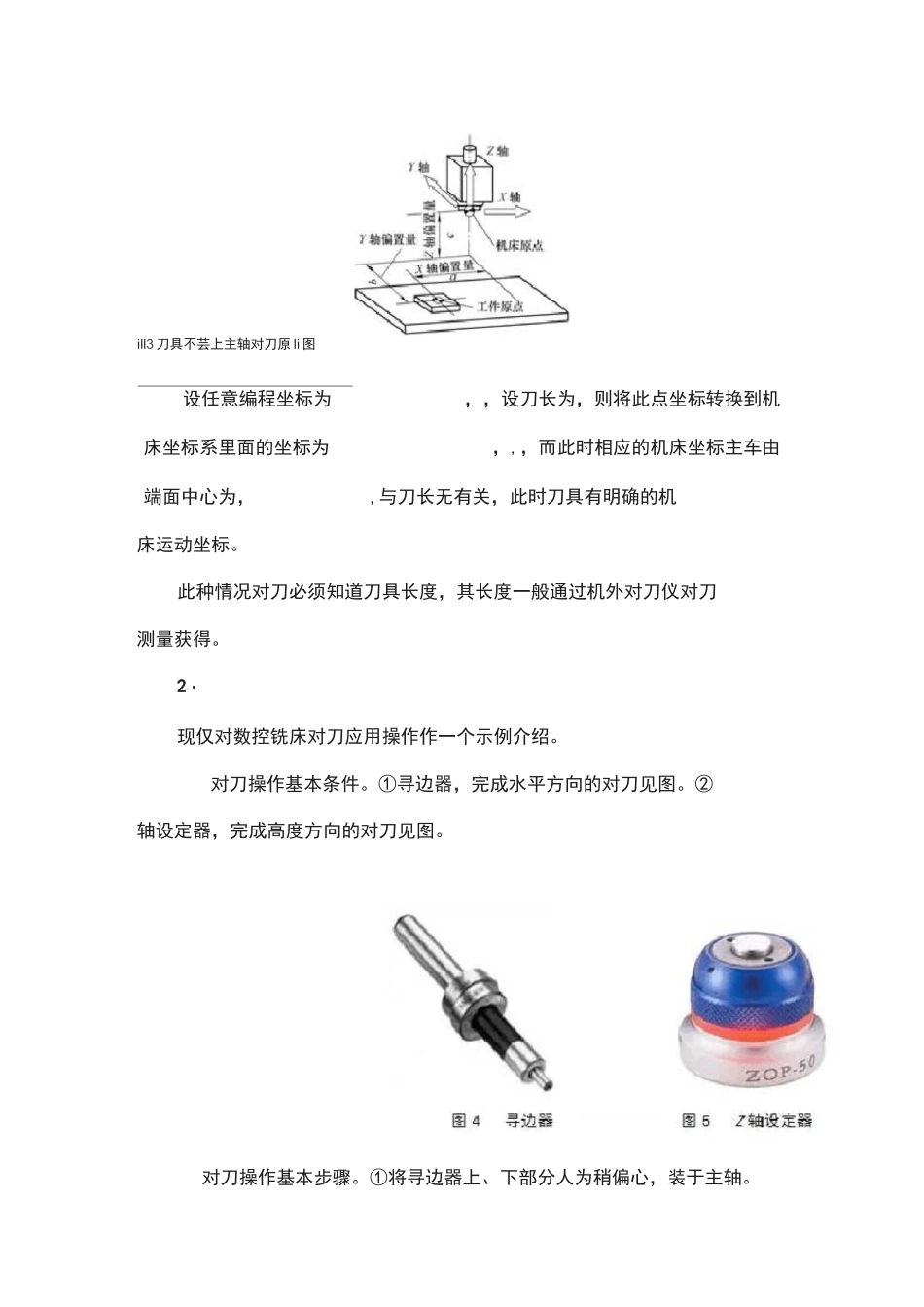
情景二:刀具不装上主轴对刀见图
先将机床参考点回零后,机床原点归于正向极限位置
通过对刀后,机床坐标显示为,,如图所示很卩各轴偏置量贝U工件坐标系原点在机床坐标系中的位置为ill3刀具不芸上主轴对刀原li图设任意编程坐标为,,设刀长为,则将此点坐标转换到机床坐标系里面的坐标为,,,而此时相应的机床坐标主车由端面中心为,,与刀长无有关,此时刀具有明确的机床运动坐标
此种情况对刀必须知道刀具长度,其长度一般通过机外对刀仪对刀测量获得
2・现仅对数控铣床对刀应用操作作一个示例介绍
对刀操作基本条件
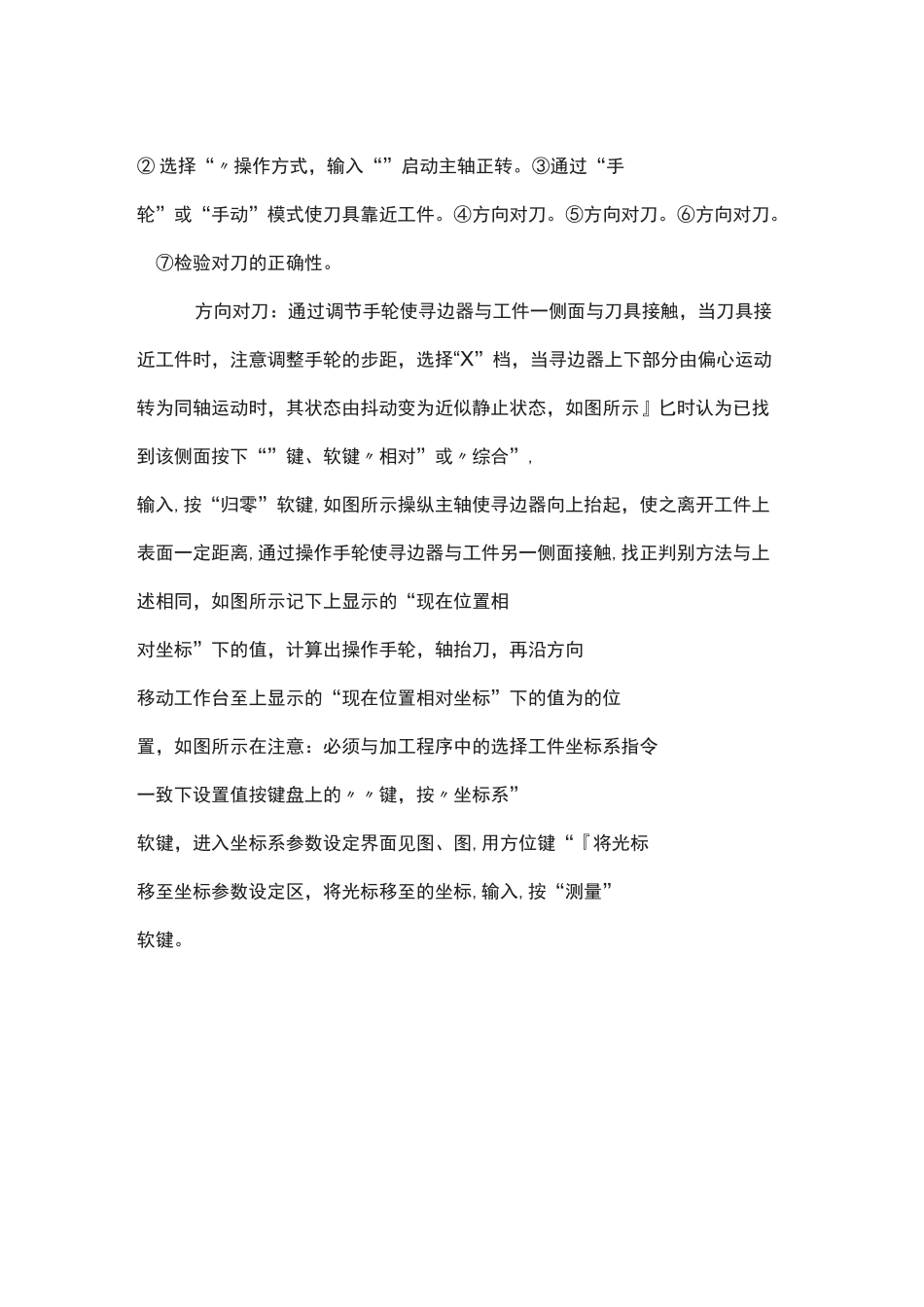
①寻边器,完成水平方向的对刀见图
②轴设定器,完成高度方向的对刀见图
对刀操作基本步骤
①将寻边器上、下部分人为稍偏心,装于主轴
②选择“〃操作方式,输入“”启动主轴正转
③通过“手轮”或“手动”模式使刀具靠近工件
⑦检验对刀的正确性
方向对刀:通过调节手轮使寻边器与工件一侧面与刀具接触,当刀具接近工件时,注意调整手轮的步距,选择“X”档,当寻边器上下部分由偏心运动转为同轴运动时,其状态由抖动变为近似静止状态,如图所示』匕时认为已找到该侧面按下“”键、软键〃相对”或〃综合”,输入,按“归零”软键,如图所示操纵主轴使寻边器向上抬起,使之离开工件上表面一定距离,通过操作手轮使寻边器与工件另一侧面接触,找正判别方法与上述相同,如图所示记下上显示的“现在位置相对坐标”下的值,计算出操作手轮,轴抬刀,再