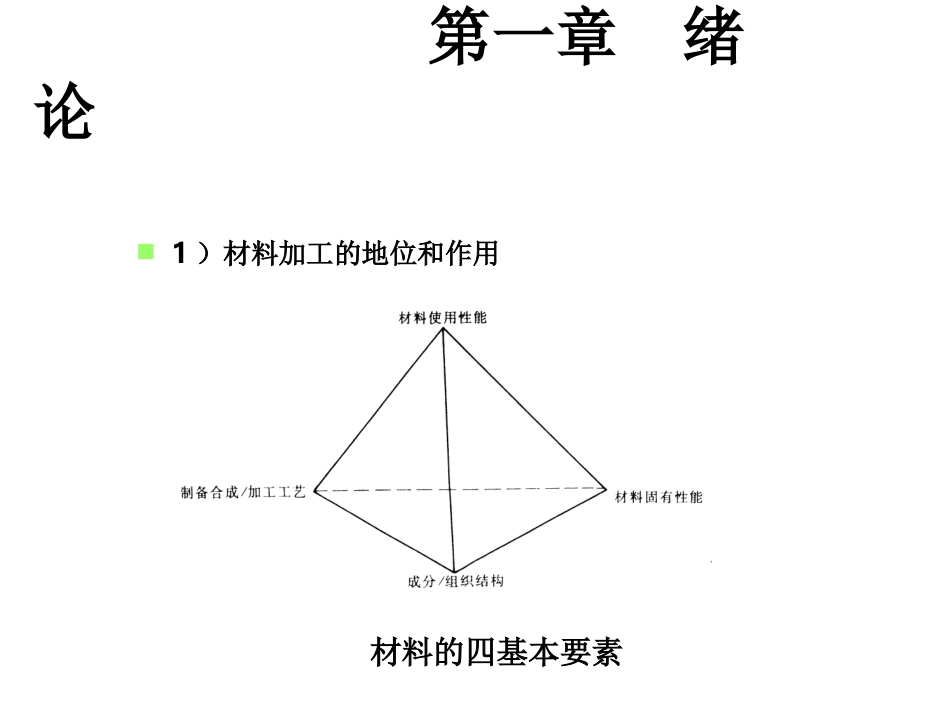
金属塑性成形工艺第一章绪论1)材料加工的地位和作用材料的四基本要素2)金属塑性加工的分类金属塑性加工是使金属在外力(通常是压力)作用下,产生塑性变形,获得所需形状、尺寸和组织、性能制品的一种基本的金属加工技术
基本塑性加工方法有轧制、锻造、挤压、拉拔、拉深、弯曲、剪切等几类
轧制3)金属塑性加工的主要方法轧制锻压自由锻自由锻,一般是在锻锤或水压机上,利用简单的工具将铸锭或棒材锻成所需要的形状和尺寸
在模锻锤、模锻水压机或模锻压力机上利用专用的模具来使金属成形挤压有色金属型材、管材的主要生产方法拉拔拉深(冲压)广泛用于电线、电缆、金属网线和各种管材生产上依靠冲头将金属板料顶入凹模中产生拉延变形本课的主要内容主要内容:轧制及锻造工艺(1)了解轧制加工的基本理论和工艺(2)掌握型材和板带材轧制的工艺过程和工艺问题
(3)了解锻造成型的基本原理和工艺(4)掌握自由锻和模锻工艺的基本分析方法和设计方法
参考教材1、金属塑性加工学-轧制理论与工艺,王廷溥,冶金工业出版社
2、锻造工艺学与模具设计,姚泽坤,西北工艺出版社
考核出勤作业实验考试第二章轧制过程的基本概念轧制过程靠旋转轧辊与轧件之间形成的摩擦力将轧件拖进辊缝之间,并使之受到压缩产生塑性变形的过程
1、变形区及主要参数简单轧制过程(最简单的纵轧过程)(1)上下轧辊直径相等,转速相同,(2)两个轧辊均为主传动,(3)平辊轧制,非孔槽轧制,(4)轧辊为刚性(轧辊本质上为弹性件);(5)轧件除受轧辊作用外,不受其它任何外力作用,(6)轧件在入辊处和出辊处速度均匀(7)轧件的材质、温度均匀
简化假设:1
1变形区及其主要参数变形区:(1)几何变形区:入口和出口截面之间的区域(2)物理变形区:发生塑性变形的区域1
1变形区参数(1)咬入弧(接触弧):轧件与轧辊相接触的圆弧
(2)咬入角α:咬入弧所对应的圆心角称为咬入