火电厂浆液循环泵叶轮磨损严重问题探讨北极星电力网技术频道作者:佚名2012/5/299:32:13所属频道:火力发电关键词:浆液循环泵磨损脱硫一、问题如今,在国家环保部门的要求下,火力发电厂、化工厂等排放不达标的企业都需要上脱硫系统解决烟气排放污染环境问题
系统中有一重要设备--浆液循环泵,它的运行状况直接影响着整个系统正常与否
同时,浆液循环泵又是耗能大户,一台全年不间断运行的500KW浆液泵每年耗电量高达上四百多万度
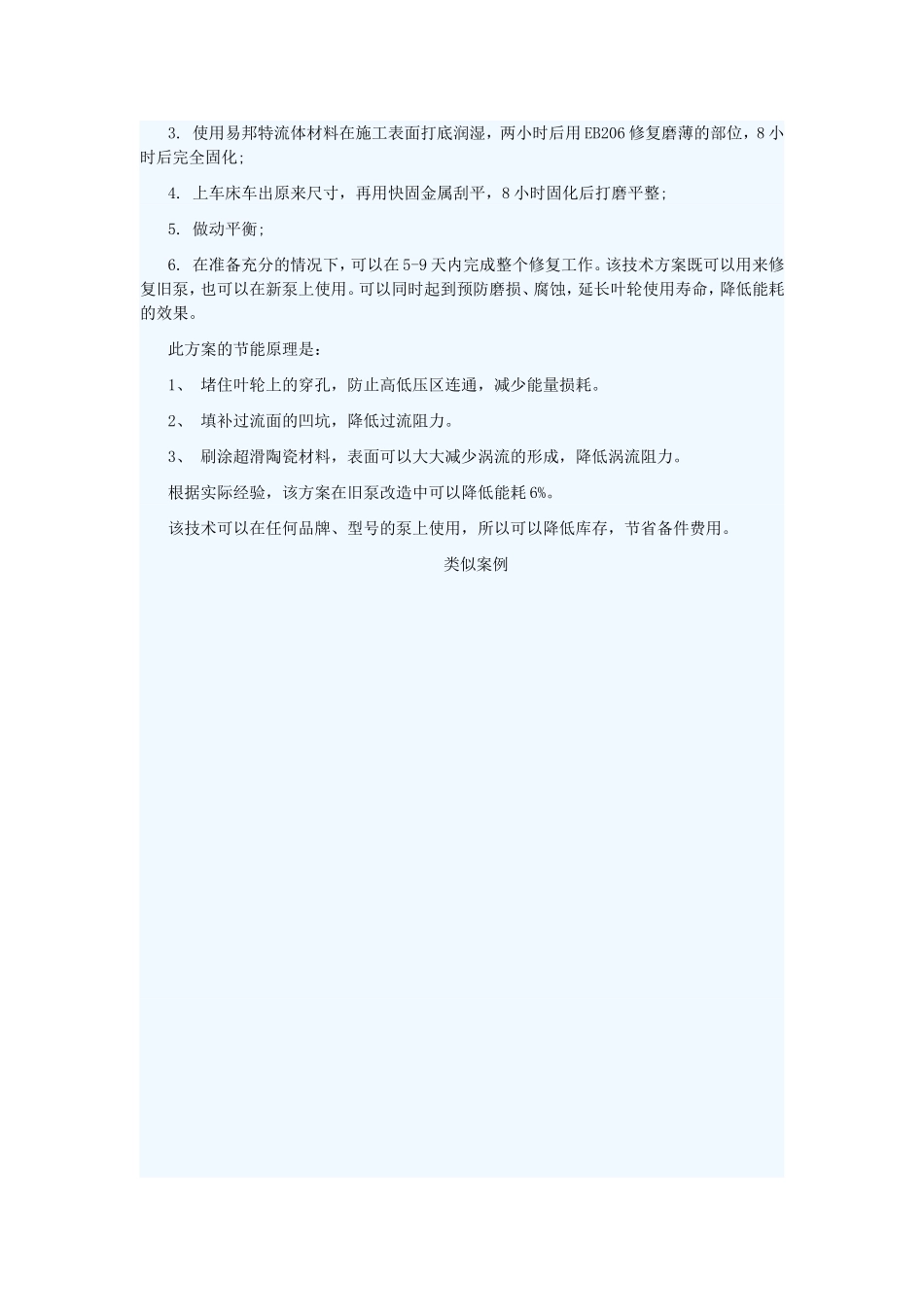
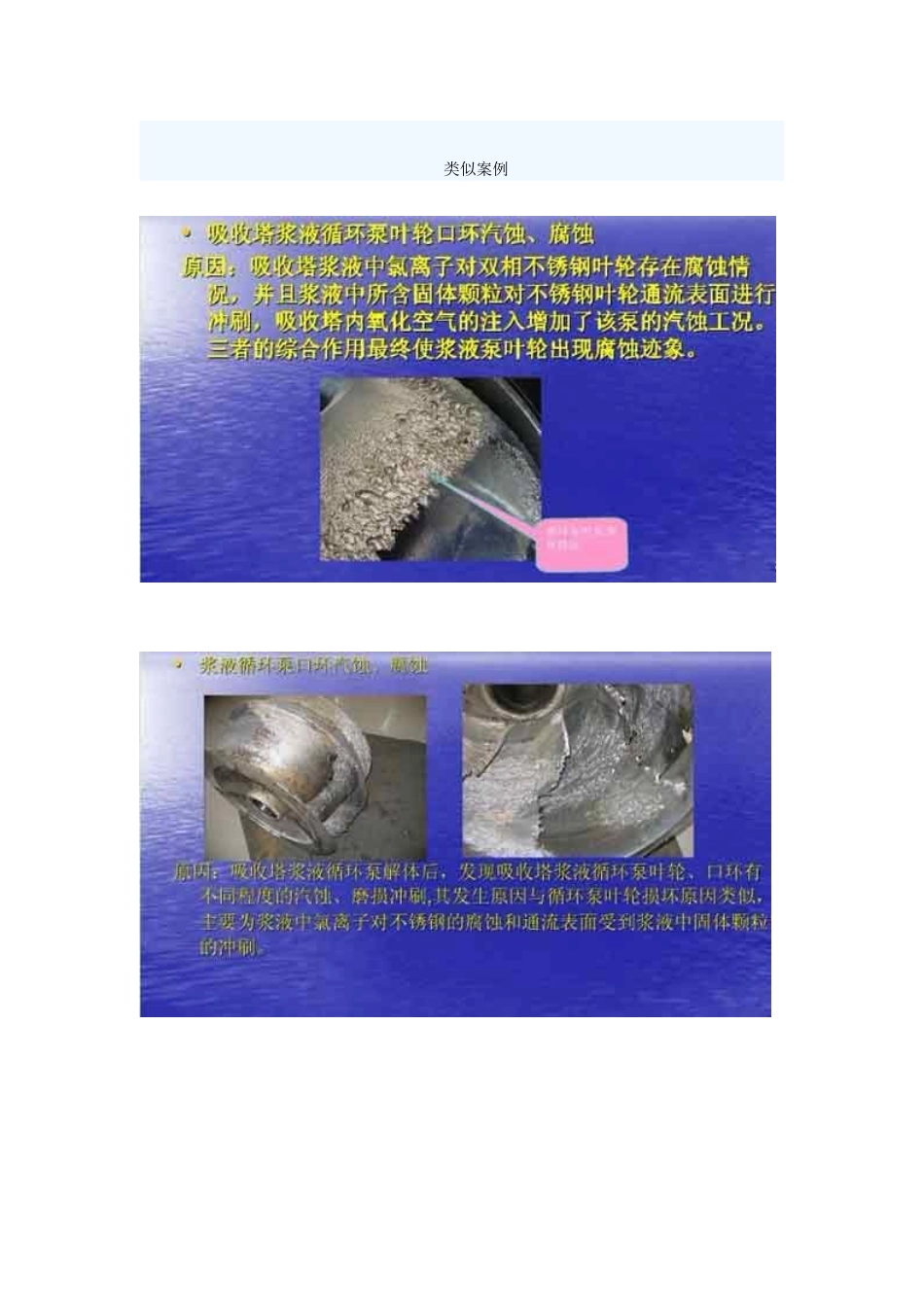
在长时间的运行过程中,叶轮表面受到磨损、腐蚀、气蚀等破坏,渐渐的叶片会磨薄、凹坑(腐蚀)、甚至出现缺口
这些凹坑和缺口会慢慢扩大造成结构性破坏,最终导致叶轮报废;同时还会严重降低泵的效率
1、叶轮表面的凹坑、粗糙增大了过流时的阻力
2、叶片缺口会产生了大量的涡流,流量下降,消耗了能量
以上原因导致的能量多消耗高达6~7%,500KW的为例,每年将多耗电30万度以上
由于浆液泵所处的工况及其恶劣,一般运行一到两年叶轮就需要更换或修复
叶轮的材料特殊,造价昂贵,如果是进口泵更换叶轮要20万以上,即时国内生产的要10万左右
按照以往的修复方式——采用堆焊(容易引起爆裂)在全民建设节能型社会的今天,提高循环泵效率,改进维修技术对于电厂、石化等企业降低厂用电,节约维修成本既有很大的经济效益又有巨大的社会意义
因此这些运行的浆液循环泵叶轮需要及时进行修理和节能改造
二、原有解决方案向原生产厂家购买叶轮替换
这种方案的好处是简单易行,但是费用高,也要考虑备件资金成本
三、新的解决方案针对浆液循环泵的工作环境,采用刷涂高分子耐磨陶瓷可以非常有效的解决机械磨损、化学腐蚀问题和缓减气蚀的问题,恢复叶轮表面质量,延长使用寿命,改善泵的运行状态,提高泵效
施工方案:1
表面处理:对叶轮做喷砂,露出金属本体,达到75u粗糙度,清洗干净;2
用易邦特金属材料把破坏严重(深沟)的部位修