切边冲孔模设计步骤一:设计前的分析和计算1.分析本序续冲压内容进行模具设计前,需要分析本工序的冲压内容a)确定本工序的冲压方向b)确定本工序的送料方向c)确定本工序的数模中心d)确定本工序的切边线,冲孔个数、孔径、孔位e)分析废料排出有无障碍,考虑废料排出方案
f)检查有无C/H孔2.分析上序冲压内容上工序的冲压内容对本序的设计有影响,需要确定几点a)上序完成后的数模坯料大小,用来确定本序废料刀长度,保证切断
b)制件定位方式,形状定位、或切过的边定位、或孔定位,并确定定位板或定位销的位置
c)检查上序的制件放在本序模具上时,废料部分不能与本序模具的结构实体干涉
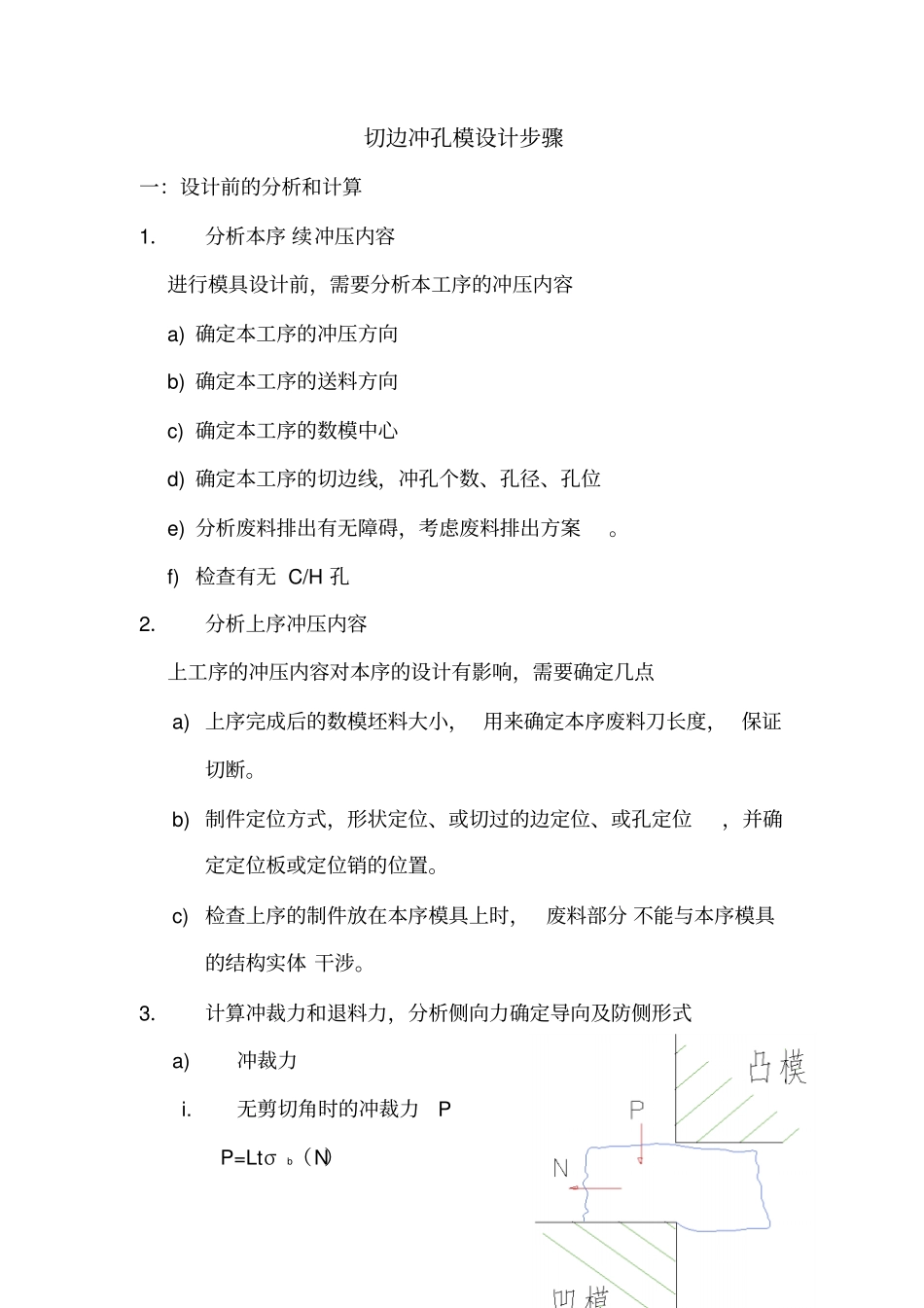
3.计算冲裁力和退料力,分析侧向力确定导向及防侧形式a)冲裁力i
无剪切角时的冲裁力PP=Ltσb(N)P:冲裁力(N)L:冲裁轮廓长度(mm)T:板厚(mm)σb:抗拉强度(σb=350-500N/mm2)ii
切刃侧压力N(此项似道理不充分,且力较大)约为冲裁力P的1/3,即N=P/3=Ltσb/冲裁模块所受的侧向力一般有两种情况:1
由于冲裁间隙产生的侧向力,其数值大小与间隙值占料厚的百分比很接近,即冲裁间隙为料厚的5%时,侧向力大小约为冲裁力的5%
(可加图说明力的分析,力的平衡,防侧力结构等
由于冲切线的起伏,使冲切法向与冲压方向出现夹角(α)产生的侧向力,该力的大小与法向冲裁力及夹角α的大小有关,P侧=P冲×Sinα(加图说明力的分析,力的平衡,防侧力结构等)
b)退料力Ps在常规设计中,退料力一般为冲裁力的3-5%
(规定2~5%,常取3%)如双边间隙为板厚的10%以下时,退料力将增大
t≤2mm,Ps=0
05P(形状简单);退料力Ps=0
06P(形状复杂);P为冲裁力
(退料力的大小与冲裁间隙、切边线长度及料厚等有关,与制件形状复杂程度无关
一般正常间隙情况下,料越厚,可取退料力比例越小