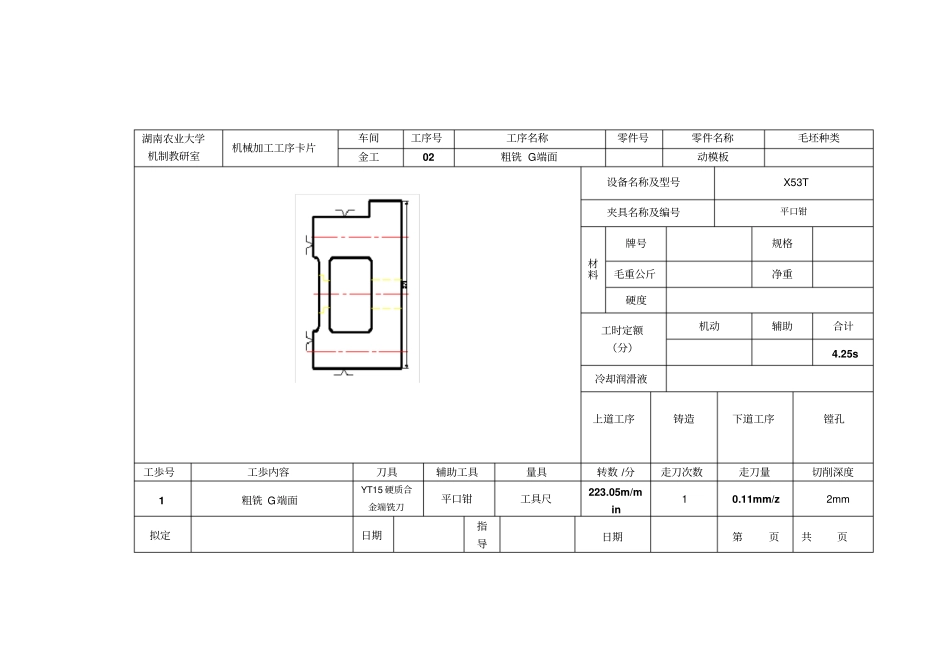
湖南农业大学机制教研室机械加工工序卡片车间工序号工序名称零件号零件名称毛坯种类金工02粗铣G端面动模板设备名称及型号X53T夹具名称及编号平口钳材料牌号规格毛重公斤净重硬度工时定额(分)机动辅助合计4
25s冷却润滑液上道工序铸造下道工序镗孔工歩号工歩内容刀具辅助工具量具转数/分走刀次数走刀量切削深度1粗铣G端面YT15硬质合金端铣刀平口钳工具尺223
05m/min10
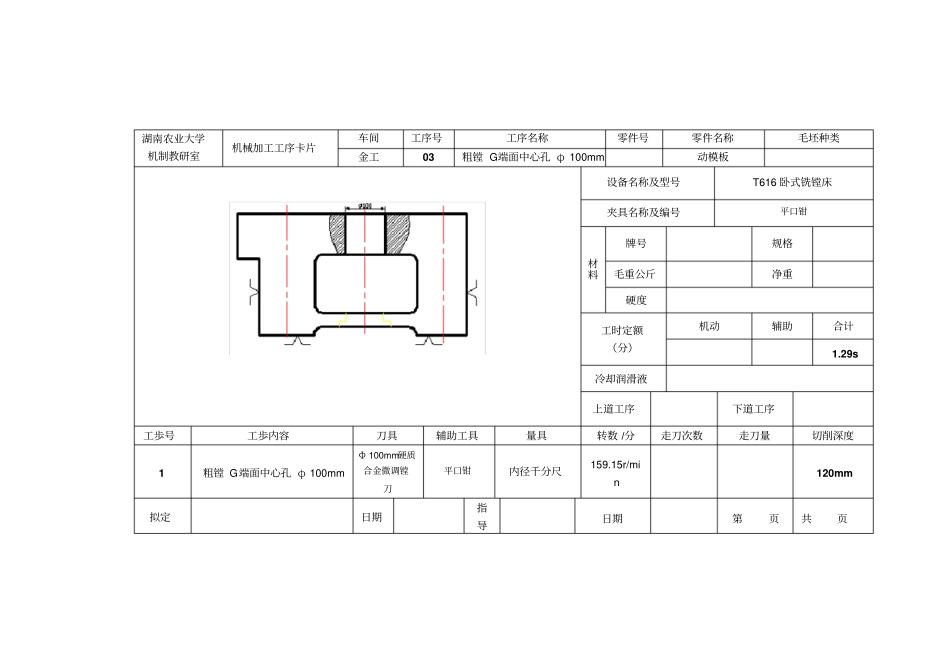
11mm/z2mm拟定日期指导日期第页共页湖南农业大学机制教研室机械加工工序卡片车间工序号工序名称零件号零件名称毛坯种类金工03粗镗G端面中心孔φ100mm动模板设备名称及型号T616卧式铣镗床夹具名称及编号平口钳材料牌号规格毛重公斤净重硬度工时定额(分)机动辅助合计1
29s冷却润滑液上道工序下道工序工歩号工歩内容刀具辅助工具量具转数/分走刀次数走刀量切削深度1粗镗G端面中心孔φ100mmΦ100mm硬质合金微调镗刀平口钳内径千分尺159
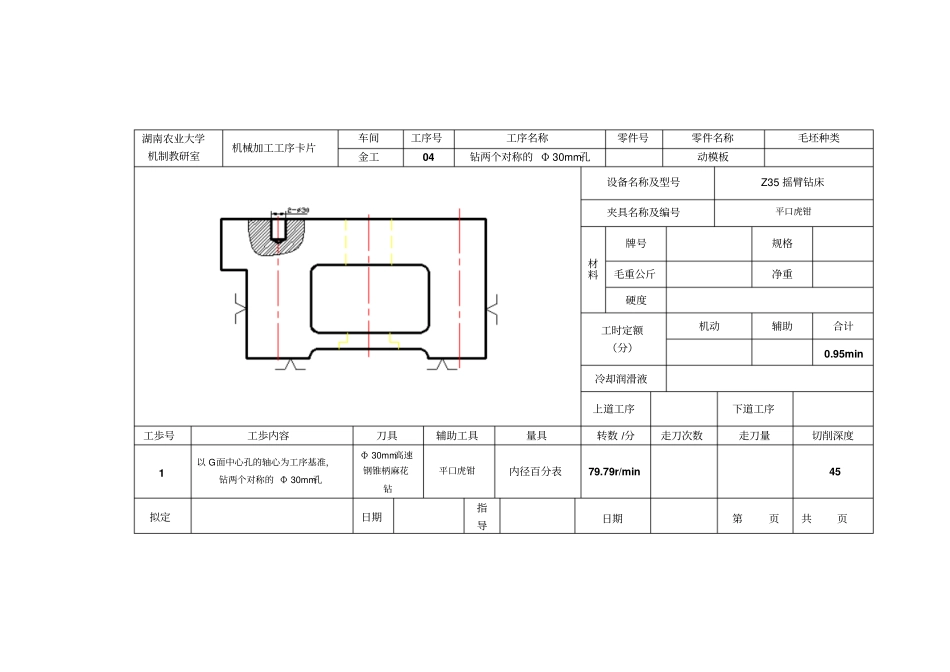
15r/min120mm拟定日期指导日期第页共页湖南农业大学机制教研室机械加工工序卡片车间工序号工序名称零件号零件名称毛坯种类金工04钻两个对称的Φ30mm孔动模板设备名称及型号Z35摇臂钻床夹具名称及编号平口虎钳材料牌号规格毛重公斤净重硬度工时定额(分)机动辅助合计0
95min冷却润滑液上道工序下道工序工歩号工歩内容刀具辅助工具量具转数/分走刀次数走刀量切削深度1以G面中心孔的轴心为工序基准,钻两个对称的Φ30mm孔Φ30mm高速钢锥柄麻花钻平口虎钳内径百分表79
79r/min45拟定日期指导日期第页共页湖南农业大学机制教研室机械加工工序卡片车间工序号工序名称零件号零件名称毛坯种类金工05数控加工中心粗铣表面动模板设备名称及型号T616卧式铣镗床夹具名称及编号平口虎钳材料牌号规格毛重公斤净重硬度工时定额(分)机动辅助合计冷却润滑液上道工序下道工序工歩号工歩内容刀