对高频焊接翅片管的分析摘要:通过对翅片管的金相、硬度、焊着率、焊着强度的检验和模拟工况处理试验、冲击试验、水压试验,证明SA335P91钢管和0Cr13钢带螺旋翅片管的焊接工艺是可靠的,该类翅片管焊接后不用热处理
关键词:高频焊接;焊接工艺;检验;分析高频焊接螺旋翅片管(以下简称翅片管)是在上世纪50年代初研制的连接管材、型材等的一种高效节材焊接方法基础上,于70,80年代逐步发展成熟来的一种焊接方法
由于翅片管传热面积较大,传热效率更高,压降较小,所以在燃气炉及油—气混合料加热炉中,综合换热性能明显优于同规格、材质的普通换热管、钉头管
以其为核心元件的各种换热设备在电力、化肥、化工、炼油装置里得到越来越广泛的应用
自上世纪80年代初,茂名石化机械厂就开发生产了翅片管,随着翅片管生产技术和生产装备技术不断提高,生产的翅片管的种类越来越多
不论是从产品的种类、质量上,还是在生产能力上,都已达到国内领先水平
同时焊接接头的抗拉强度及焊着率等重要质量指标均已达到或超过国内《高频电阻焊螺旋翅片管技术条件》和国外(API标准)的专业标准,已成为国内该类设备的制造基地
在生产过程中,对各类翅片管进行了相应的检验检测
在此通过对翅片管中焊接难度较大的一类SA335P91耐热钢管与0Cr13钢带焊接质量的检测,从而对其焊接工艺进行分析,以期更好地开发和推广该类产品
1焊接工艺性能分析1
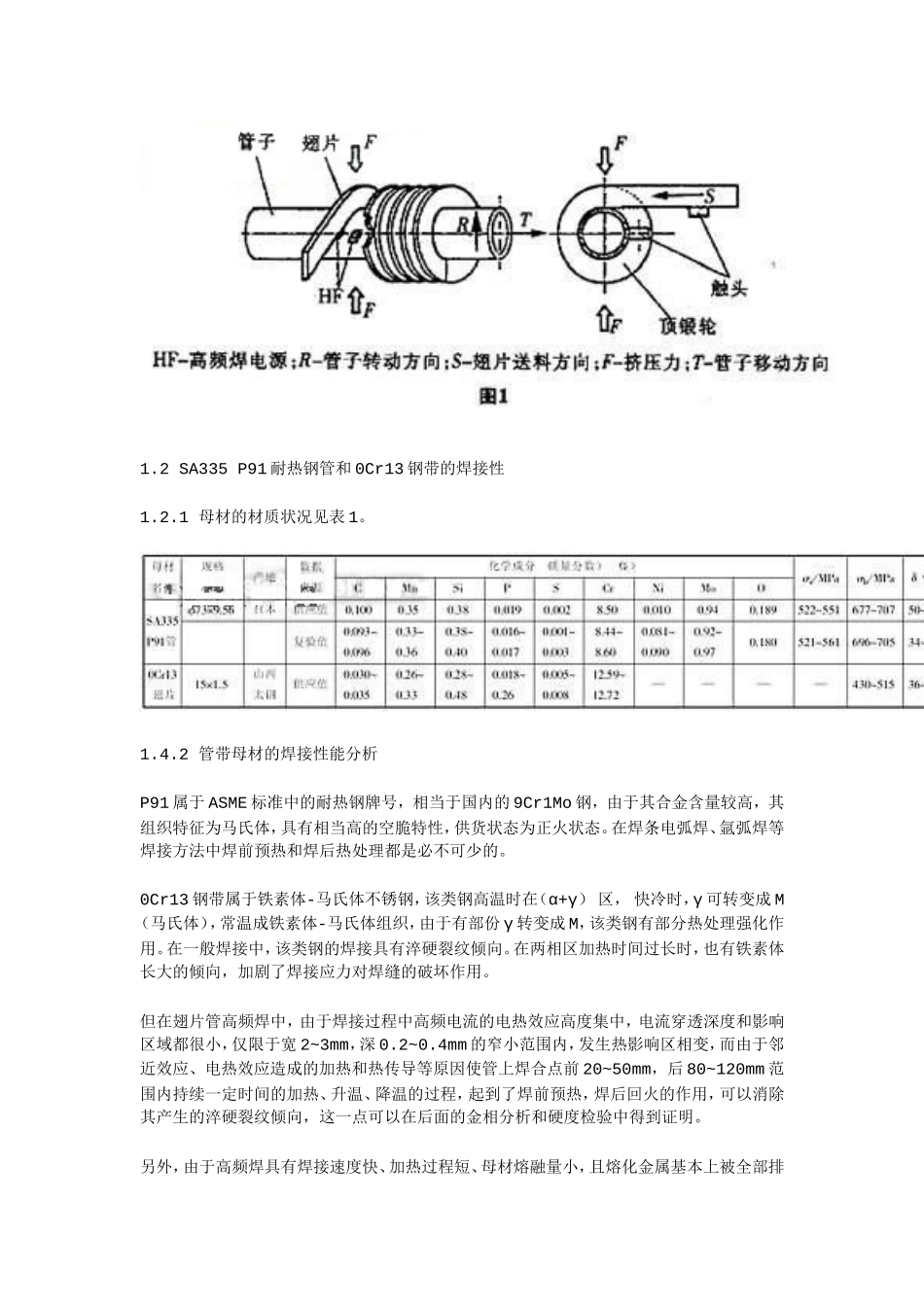
1基本原理翅片管是在无缝钢管外圆上按一定的螺距缠绕钢带(钢带垂直于钢管外圆的表面),以高频电流作焊接热源,利用高频电流的集肤效应和电热效应,局部加热钢管与钢带的接触面及待焊区,使接触面达到塑性可焊状态,同时在翅片外侧施加顶锻力将接触处的金属氧化物、局部熔化物以及多余的塑态金属挤出,使钢管与翅片材料之间达到固态原子间的结合,从而实现接触面的塑性焊接,如图1所示
2SA335P91耐热钢管和0Cr13钢带的