筑龙网www
zhulong
com硬聚氯乙烯风管制作工程施工工艺本章适用于硬聚乙烯塑料板的风管管件制作工程
第一节材料要求第2
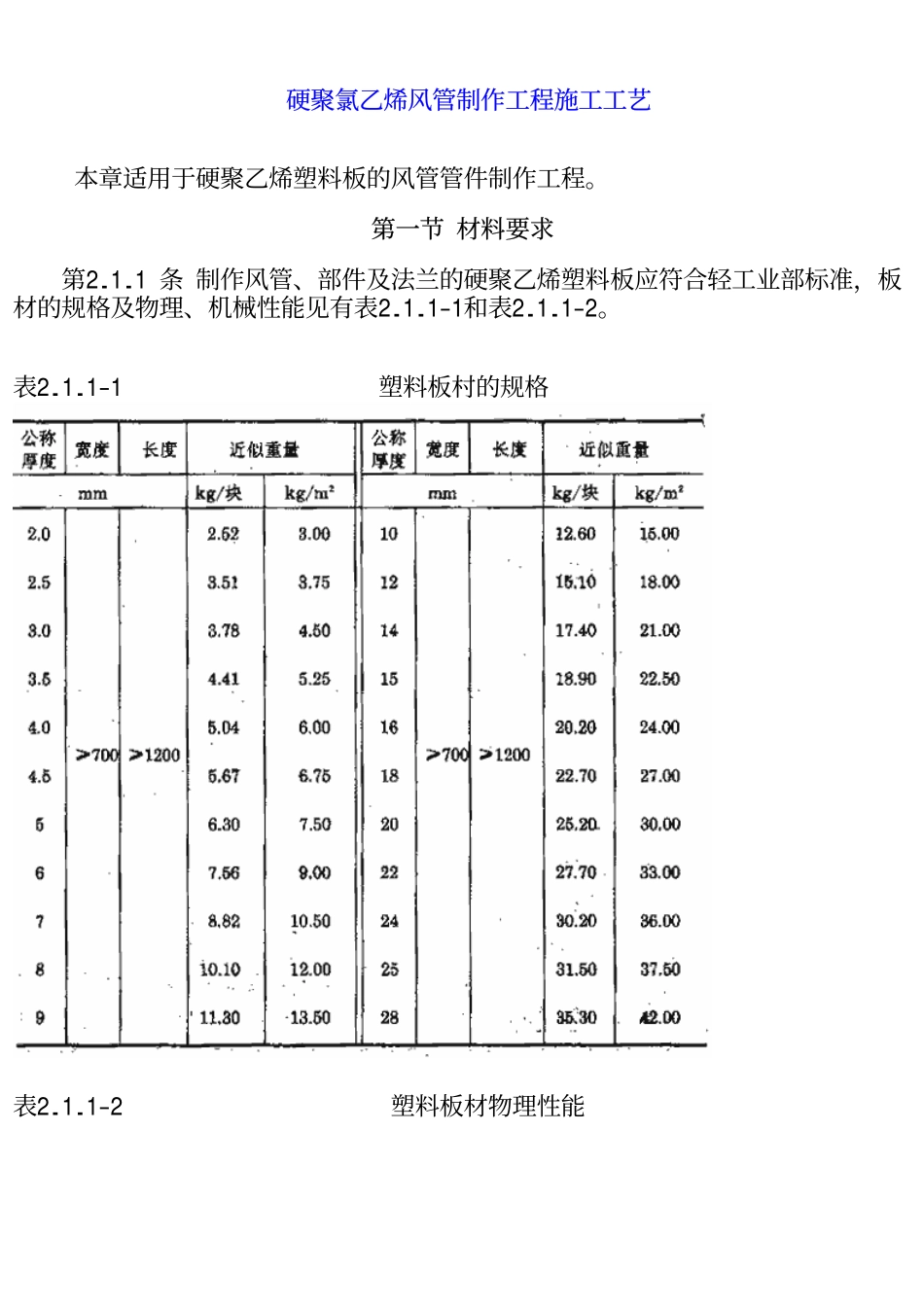
1条制作风管、部件及法兰的硬聚乙烯塑料板应符合轻工业部标准,板材的规格及物理、机械性能见有表2
1-1和表2
1-1塑料板村的规格表2
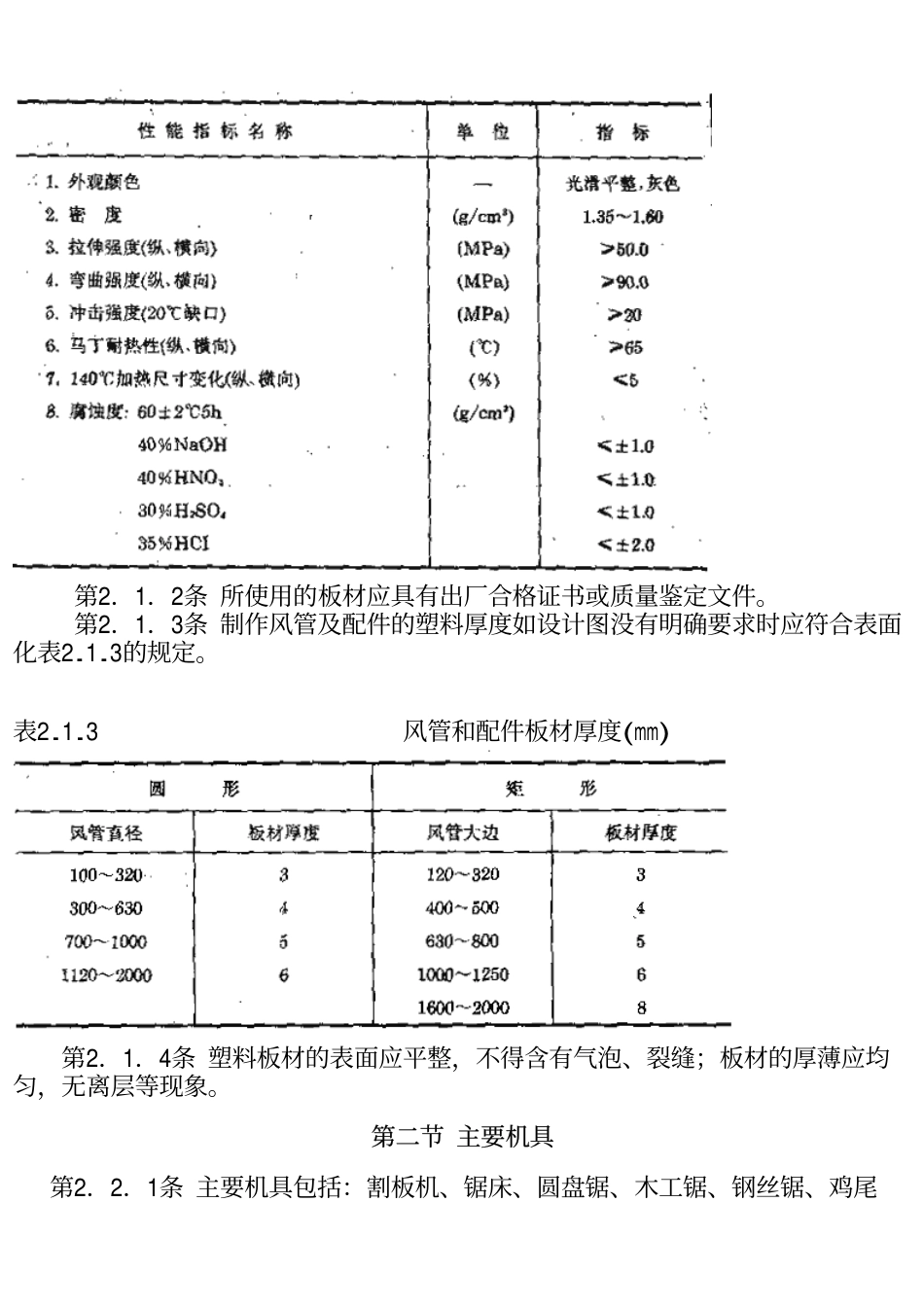
1-2塑料板材物理性能筑龙网www
zhulong
com第2.1.2条所使用的板材应具有出厂合格证书或质量鉴定文件
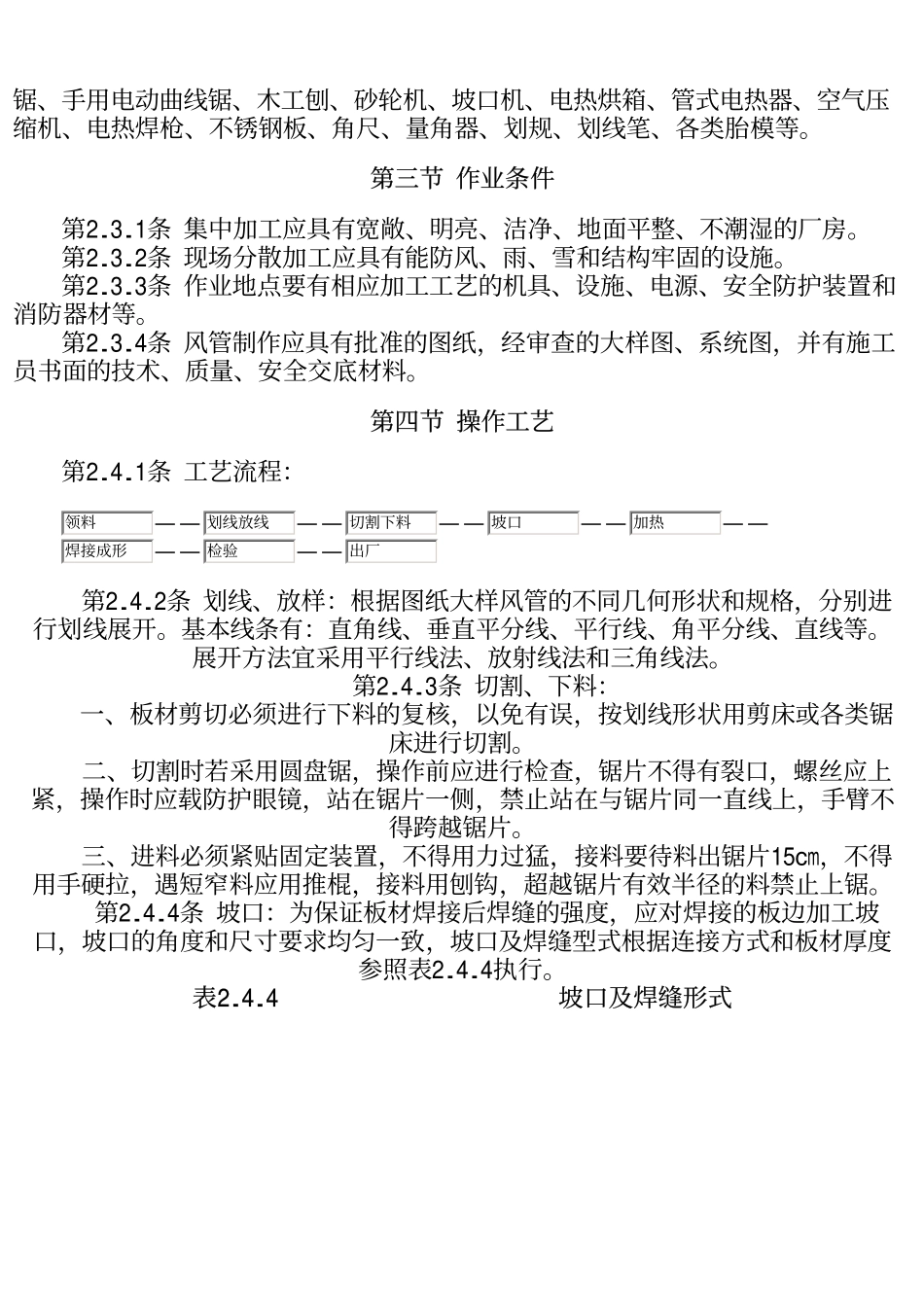
第2.1.3条制作风管及配件的塑料厚度如设计图没有明确要求时应符合表面化表2
3风管和配件板材厚度(mm)第2.1.4条塑料板材的表面应平整,不得含有气泡、裂缝;板材的厚薄应均匀,无离层等现象
第二节主要机具第2.2.1条主要机具包括:割板机、锯床、圆盘锯、木工锯、钢丝锯、鸡尾筑龙网www
zhulong
com锯、手用电动曲线锯、木工刨、砂轮机、坡口机、电热烘箱、管式电热器、空气压缩机、电热焊枪、不锈钢板、角尺、量角器、划规、划线笔、各类胎模等
第三节作业条件第2
1条集中加工应具有宽敞、明亮、洁净、地面平整、不潮湿的厂房
2条现场分散加工应具有能防风、雨、雪和结构牢固的设施
3条作业地点要有相应加工工艺的机具、设施、电源、安全防护装置和消防器材等
4条风管制作应具有批准的图纸,经审查的大样图、系统图,并有施工员书面的技术、质量、安全交底材料
第四节操作工艺第2
1条工艺流程:——————————————第2
2条划线、放样:根据图纸大样风管的不同几何形状和规格,分别进行划线展开
基本线条有:直角线、垂直平分线、平行线、角平分线、直线等
展开方法宜采用平行线法、放射线法和三角线法
3条切割、下料:一、板材剪切必须进行下料的复核,以免有误,按划线形状用剪床或各类锯床进行切割
二、切割时若采