榆林炼油厂2009年度检修活塞式压缩机检修施工方案编制单位:陕西化建建设单位:监理单位:编制:康飞鸿审核:审核:审核:批准:审批:审批:编制单位:陕西化建工程有限责任公司二零零九年七月十五日一、编制说明本方案仅适用于榆林炼油厂2009年度加氢重整车间活塞式压缩机组C1301/AB、C-1302/B及氮氧站1#、2#活塞式空压机机组的检修工程
二、编制依据1、化工机器安装工程施工及验收通用规范HG20203-20002、化工机器安装工程中小活塞式压缩机施工及验收规范HG206-923、生产厂家设计图纸及产品安装、维修说明文件4、榆炼2009年设备大修项目计划表三、工程概况此次检修我公司承担5台活塞式压缩机的检修工作,3台位于加氢重整车间(机组C1301/AB、C-1302/B),2台位于氮氧站(1#、2#空压机机组);除C-1301B中修外,其余4台皆为大修;本次检修项目繁多,施工工序比较复杂,工期要求特别紧促(15天)
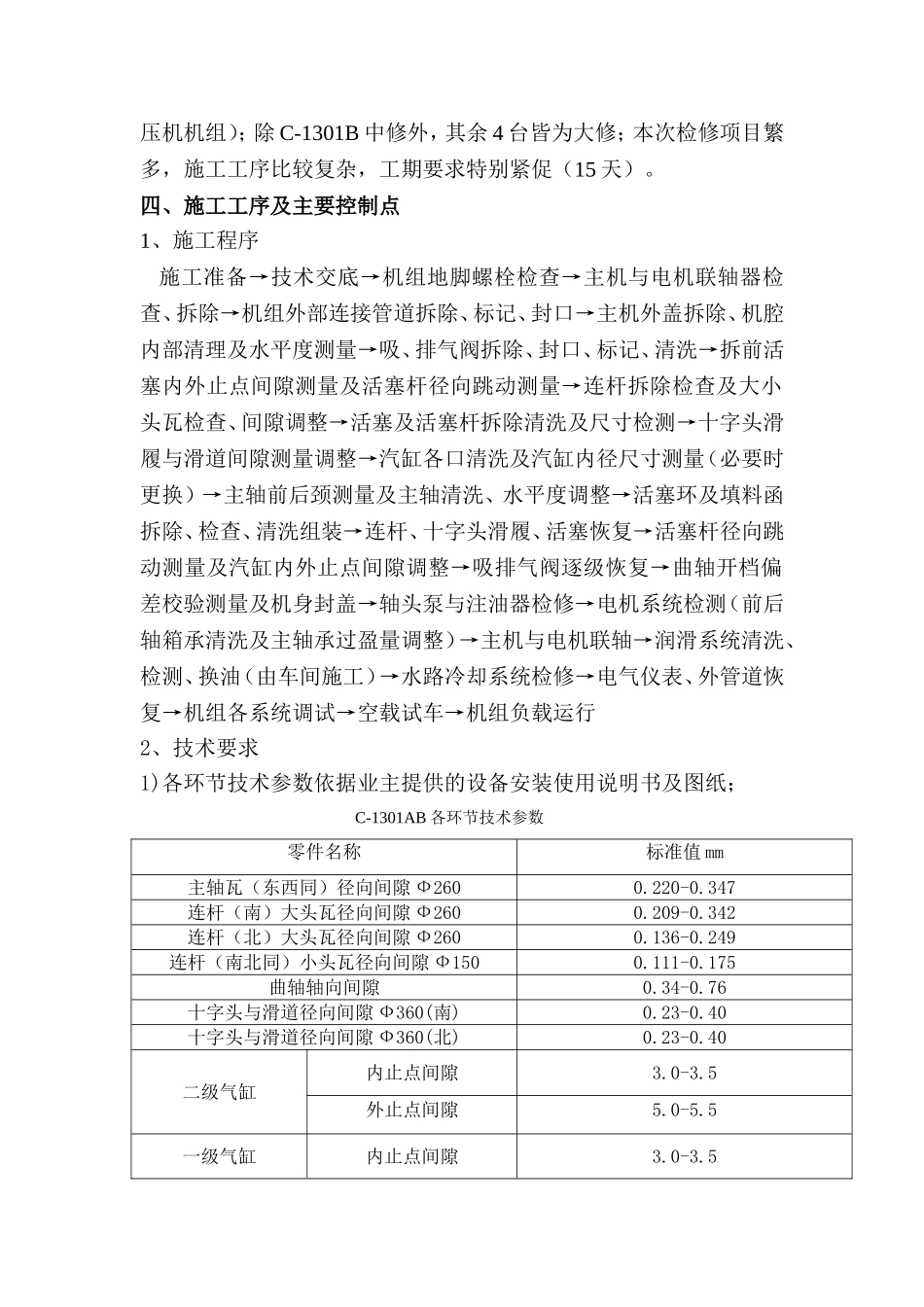
四、施工工序及主要控制点1、施工程序施工准备→技术交底→机组地脚螺栓检查→主机与电机联轴器检查、拆除→机组外部连接管道拆除、标记、封口→主机外盖拆除、机腔内部清理及水平度测量→吸、排气阀拆除、封口、标记、清洗→拆前活塞内外止点间隙测量及活塞杆径向跳动测量→连杆拆除检查及大小头瓦检查、间隙调整→活塞及活塞杆拆除清洗及尺寸检测→十字头滑履与滑道间隙测量调整→汽缸各口清洗及汽缸内径尺寸测量(必要时更换)→主轴前后颈测量及主轴清洗、水平度调整→活塞环及填料函拆除、检查、清洗组装→连杆、十字头滑履、活塞恢复→活塞杆径向跳动测量及汽缸内外止点间隙调整→吸排气阀逐级恢复→曲轴开档偏差校验测量及机身封盖→轴头泵与注油器检修→电机系统检测(前后轴箱承清洗及主轴承过盈量调整)→主机与电机联轴→润滑系统清洗、检测、换油(由车间施工)→水路冷却系统检修→电气仪表、外管道恢复→机组各