数控组:韦洪喜●上节课内容回顾1、G71内孔车削循环的指令格式、及各参数的含义
G71U(Δd)R(e)G71P(ns)Q(nf)U(Δu)w(Δw)FSTNnsG00/G01X---f---s----t------Nnf……2、内孔加工时,如何解决排屑问题
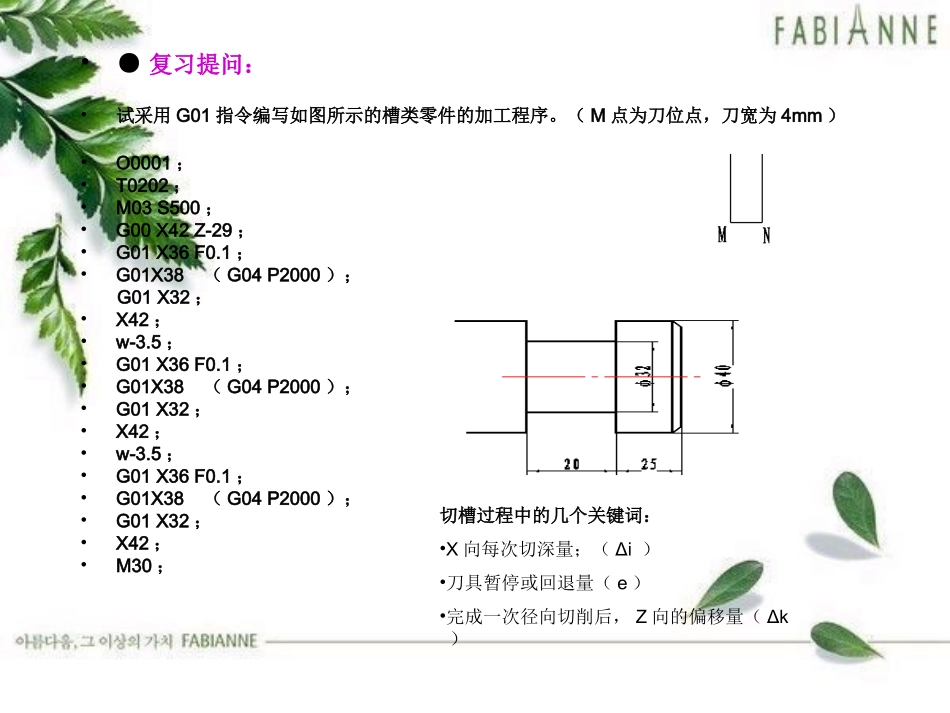
(1)精车通孔时,要求采用正刃倾角,使切屑流向待加工表面(前排屑)(2)加工盲孔时,采用负刃倾角,使切屑从孔口排出•●复习提问:•试采用G01指令编写如图所示的槽类零件的加工程序
(M点为刀位点,刀宽为4mm)•O0001;•T0202;•M03S500;•G00X42Z-29;•G01X36F0
1;•G01X38(G04P2000);G01X32;•X42;•w-3
5;•G01X36F0
1;•G01X38(G04P2000);•G01X32;•X42;•w-3
5;•G01X36F0
1;•G01X38(G04P2000);•G01X32;•X42;•M30;切槽过程中的几个关键词:•X向每次切深量;(Δi)•刀具暂停或回退量(e)•完成一次径向切削后,Z向的偏移量(Δk)径向切槽循环G75一、教学目标•掌握外圆槽加工指令G75的编程方法•掌握切槽加工工艺•掌握切槽加工程序二、任务要求及任务分析1、任务要求:•试编写如下图的数控加工程序并进行加工
(如图3-51)2、任务分析:•1)采用内、外圆切槽的固定循环进行编程•2)槽加工过程中的切槽加工工艺•三、相关理论•1、径向切槽循环G75(应用场合:G75指令用于内、外径切槽)•1)指令格式•G75R(e)•G75X()Z()P(Δi)Q(Δk)R(Δd)F()•◆e为退刀量,其值为模态值;•◆X()Z()为切模终点处的坐标;•◆Δi为X方向的每次切深量,用不带符号的半径量表示;•◆Δk为刀具完成一次径向切削后,在Z方向的偏移量,用不带符号的值表;•◆Δd为刀具在