广西装备工业先进工艺、工装成果申报表成果名称:客厢式冷藏车保温门框工艺改进申报单位:联系人:联系电话:申请日期:一、成果简介(包括创新性、采用新技术、新工艺、新材料等内容)伴随冷链设施建设快速升温,国内冷藏车需求量呈逐步上升态势
我公司相应市场的号召,设计开发客厢式冷藏车
从各型冷藏车结构对比中可以看出,隔热厢体是其共同的核心部件,所以,冷藏车保温厢体的制作尤为重要
对于客厢式微型车,在保证密封性、保温性、可靠性的前提下,如何对应异性曲面上安装以及制作保温门框总成,这是一个工艺要点
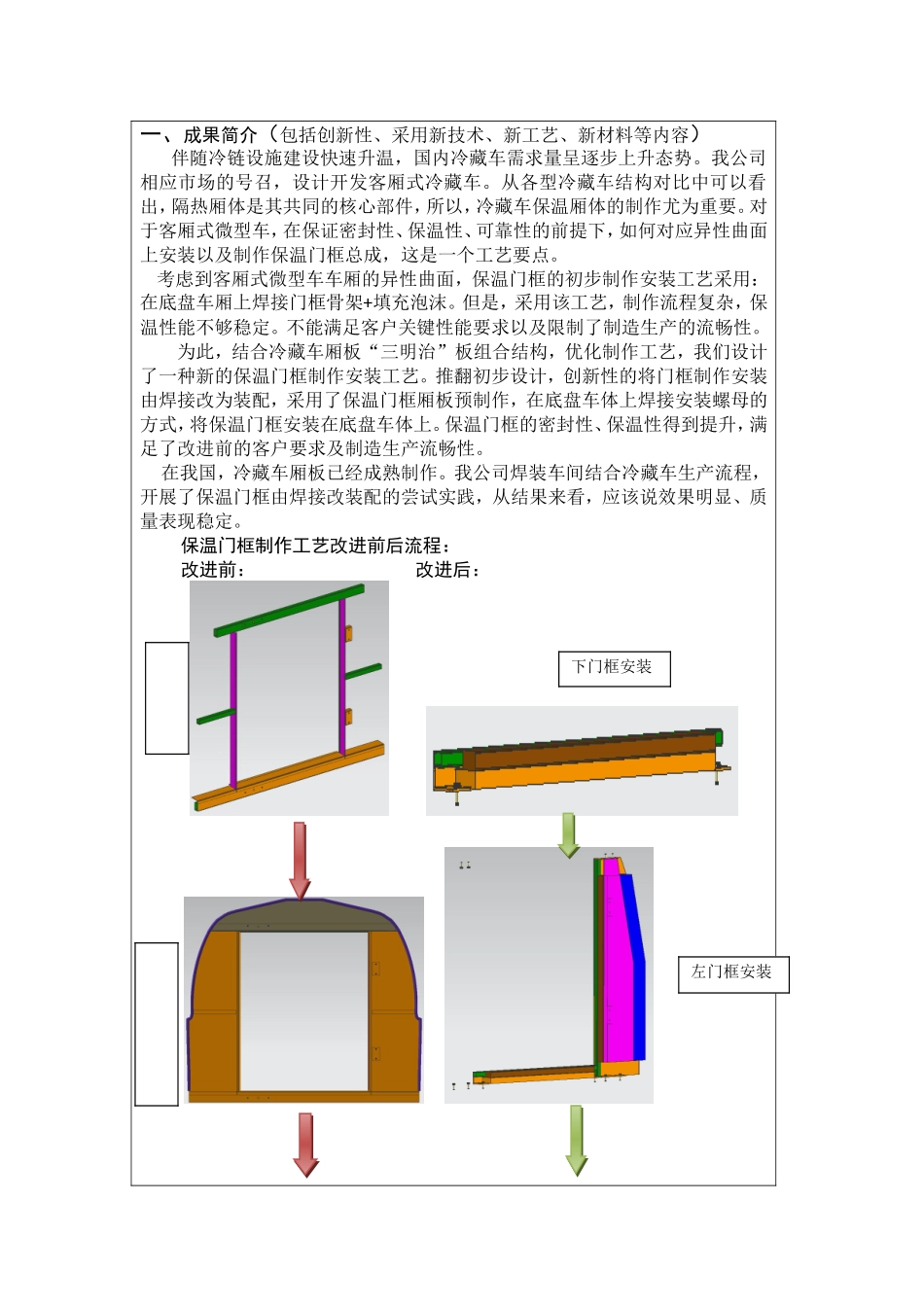
考虑到客厢式微型车车厢的异性曲面,保温门框的初步制作安装工艺采用:在底盘车厢上焊接门框骨架+填充泡沫
但是,采用该工艺,制作流程复杂,保温性能不够稳定
不能满足客户关键性能要求以及限制了制造生产的流畅性
为此,结合冷藏车厢板“三明治”板组合结构,优化制作工艺,我们设计了一种新的保温门框制作安装工艺
推翻初步设计,创新性的将门框制作安装由焊接改为装配,采用了保温门框厢板预制作,在底盘车体上焊接安装螺母的方式,将保温门框安装在底盘车体上
保温门框的密封性、保温性得到提升,满足了改进前的客户要求及制造生产流畅性
在我国,冷藏车厢板已经成熟制作
我公司焊装车间结合冷藏车生产流程,开展了保温门框由焊接改装配的尝试实践,从结果来看,应该说效果明显、质量表现稳定
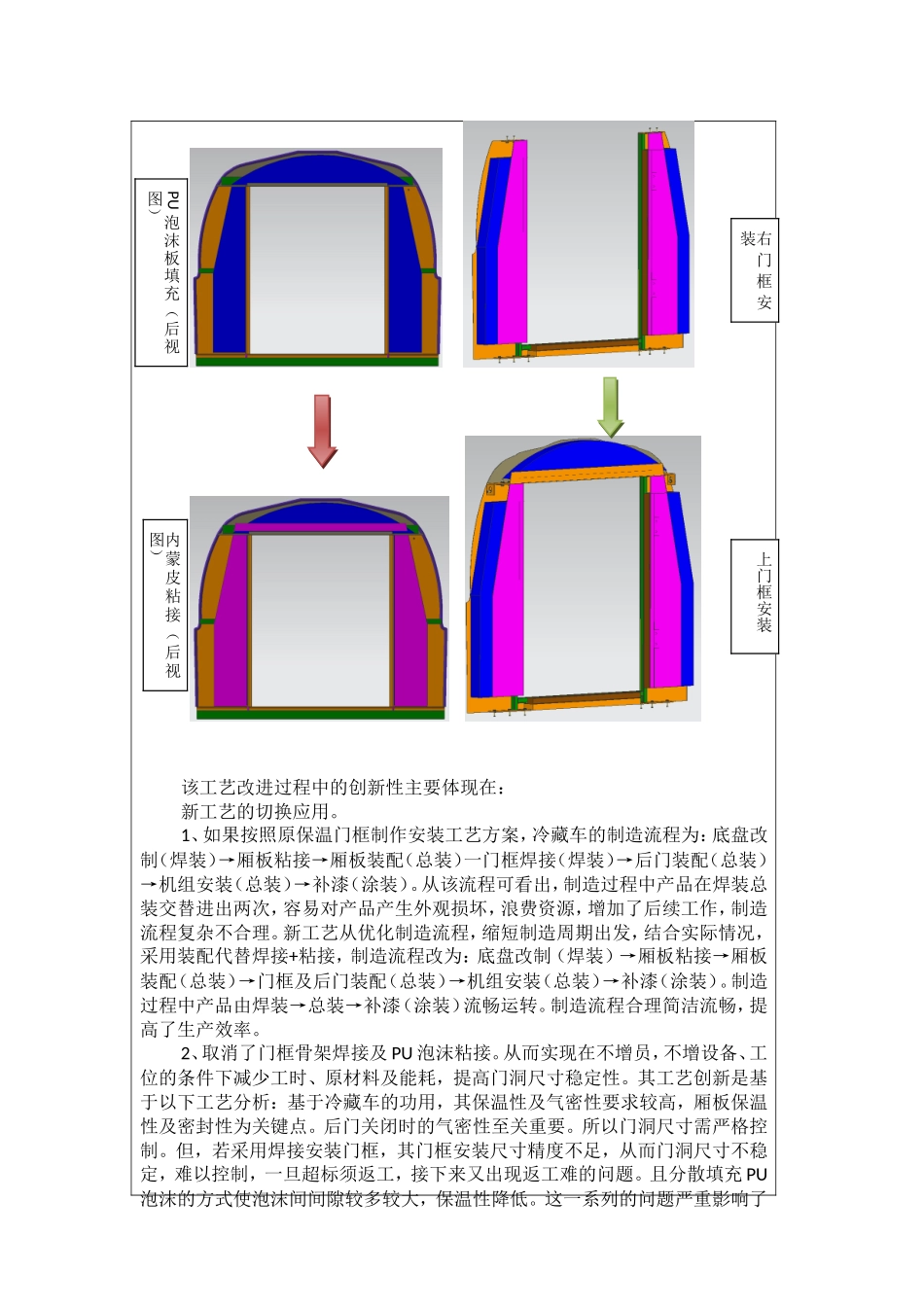
保温门框制作工艺改进前后流程:改进前:改进后:左门框安装下门框安装该工艺改进过程中的创新性主要体现在:新工艺的切换应用
1、如果按照原保温门框制作安装工艺方案,冷藏车的制造流程为:底盘改制(焊装)→厢板粘接→厢板装配(总装)一门框焊接(焊装)→后门装配(总装)→机组安装(总装)→补漆(涂装)
从该流程可看出,制造过程中产品在焊装总装交替进出两次,容易对产品产生外观损坏,浪费资源,增加了后续工作,制造流程复杂不合理
新工艺从优化制造流程,缩短制造周期出