塑料收缩率的取值原则1.对收缩率范围较小的塑料,可按收缩率的范围取中间值
2.对收缩范围较大的塑料品种,应根据塑件的形状,特别是壁厚来确定塑料的收缩率,壁厚大的取大值壁厚小的取小值3.塑件的各部份尺寸的收缩率是不同的,特别是对收缩范围大的塑料,壁厚(径向)方向的尺寸与高度方向尺寸的收缩率应取不同的值4.对收缩量很大的塑料,可按材料的供应部门提供的收缩率图表来确定收缩率,也可根据类似塑料及相应的成型工艺条件来进行估算,对精度要求较高的塑件应留有修模余量
螺纹与齿轮的设计1.塑件的螺纹直径不宜过小,外螺纹的公称直径不应小于4;内螺纹公称直径不小于2;螺纹的螺距不小于0
7MM,2.螺孔的始端有0
8的台阶孔,末端不小于0
2MM,螺纹的始端和末端的形式要有过渡,不能直接断开
建议至少留1MM(随着螺纹直径加大而加长
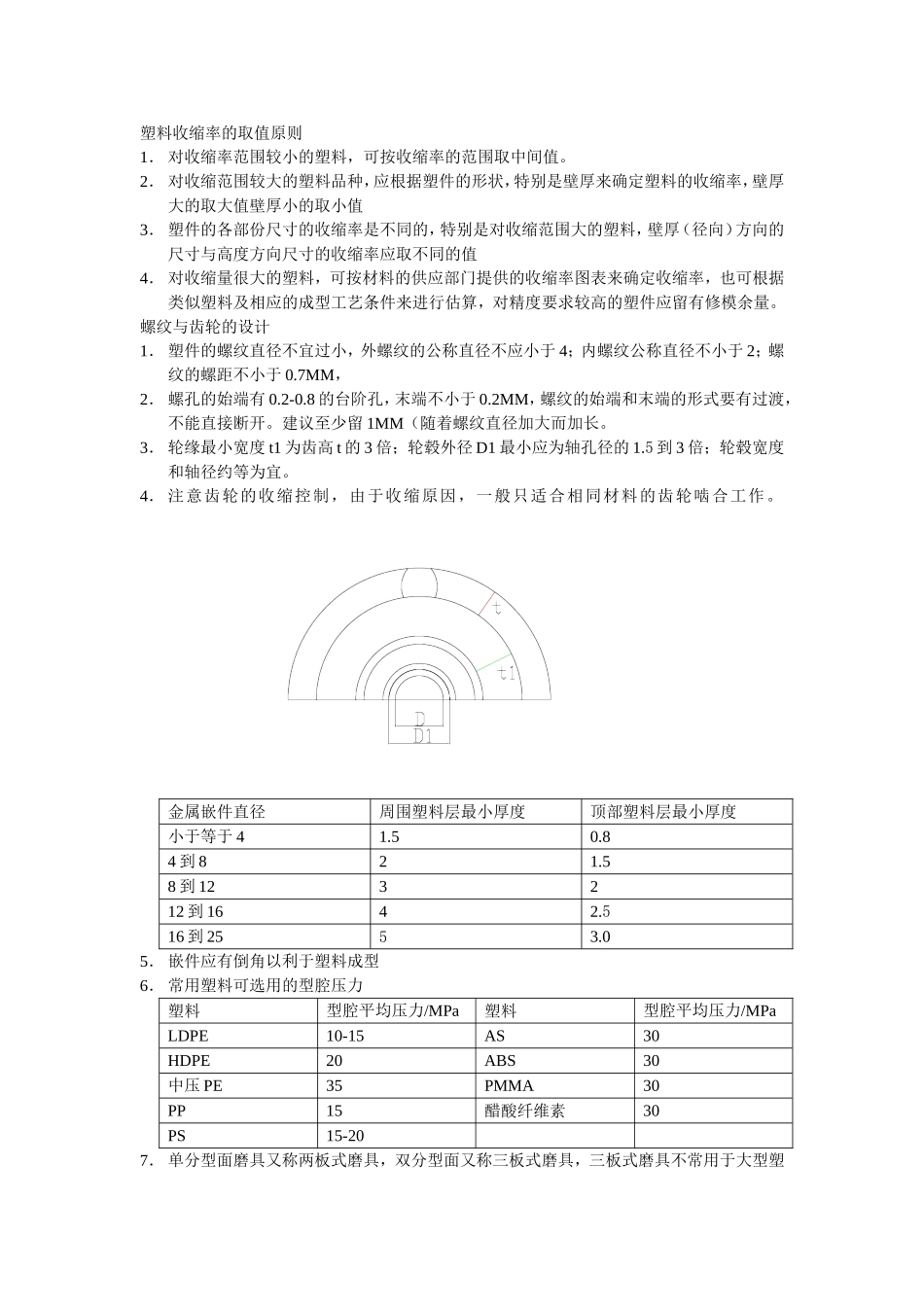
3.轮缘最小宽度t1为齿高t的3倍;轮毂外径D1最小应为轴孔径的1
5到3倍;轮毂宽度和轴径约等为宜
4.注意齿轮的收缩控制,由于收缩原因,一般只适合相同材料的齿轮啮合工作
金属嵌件直径周围塑料层最小厚度顶部塑料层最小厚度小于等于41
84到821
58到123212到1642
516到2553
05.嵌件应有倒角以利于塑料成型6.常用塑料可选用的型腔压力塑料型腔平均压力/MPa塑料型腔平均压力/MPaLDPE10-15AS30HDPE20ABS30中压PE35PMMA30PP15醋酸纤维素30PS15-207.单分型面磨具又称两板式磨具,双分型面又称三板式磨具,三板式磨具不常用于大型塑件或是流动性较差的塑料成型
注射模具的设计步骤1.设计前的准备工作(塑件说明书,技术要求,成型工艺,生产数量,交货期及价格)2.制定成型工艺卡(产品的概况,使用原料概况,注塑机的参数,注射压力和行程简图,成型条件
)3.结构设计(型腔数目,分型面,型腔布置方案,浇注系统