兰石化年产60万吨乙烯改扩建工程乙烯装置碱洗塔施工技术措施中国石油天然气第一建设公司2005年5月9日一、编制说明本工程为兰州石化公司年产60万吨乙烯改扩建工程乙烯装置废碱处理的碱洗塔现场安装工程
碱洗塔由制造厂分两段制造后到货,现场进行组对和安装
为保证两台碱洗塔施工顺利进行,特编制本施工技术措施
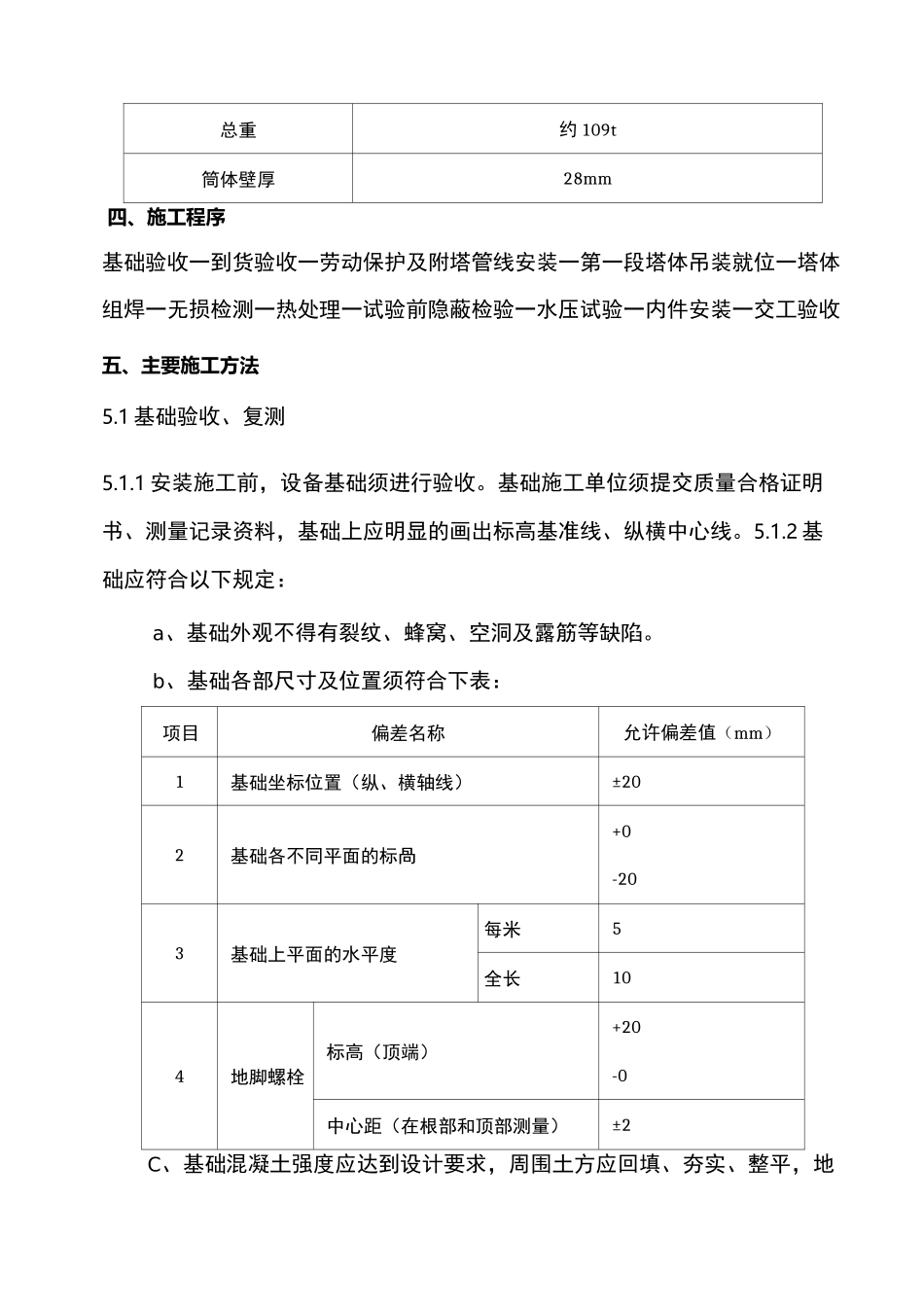
二、编制依据1、201E碱洗塔设计图纸2、《化工塔类设备施工及验收规范》HGJ210-833、《化工工程建设起重工规范》HGJ201-834、《钢制化工容器制造技术要求》HG20584-19985、国家质量技术监督局《压力容器安全技术监察规程》(1999版)6、《钢制塔式容器》JB4710-927、《现场设备、工业管道焊接工程施工及验收规范》GB50236-988、《钢制压力容器》GB150-19989、《压力容器无损检测》JB4730-9410、《建筑施工扣件式钢管脚手架安全技术规范》JGJ130-2001三、201E碱洗塔的技术参数201E碱洗塔技术参数主材16MnR直径①3000mm长度约35190mm总重约109t筒体壁厚28mm四、施工程序基础验收一到货验收一劳动保护及附塔管线安装一第一段塔体吊装就位一塔体组焊一无损检测一热处理一试验前隐蔽检验一水压试验一内件安装一交工验收五、主要施工方法5
1基础验收、复测5
1安装施工前,设备基础须进行验收
基础施工单位须提交质量合格证明书、测量记录资料,基础上应明显的画出标高基准线、纵横中心线
2基础应符合以下规定:a、基础外观不得有裂纹、蜂窝、空洞及露筋等缺陷
b、基础各部尺寸及位置须符合下表:项目偏差名称允许偏差值(mm)1基础坐标位置(纵、横轴线)±202基础各不同平面的标咼+0-203基础上平面的水平度每米5全长104地脚螺栓标高(顶端)+20-0中心距(在根部和顶部测量)±2C、基础混凝土强度应达到设计要求