圆形工件的检验内容摘要某种圆形工件需要一个检验正/次品的方法,本论文针对该问题,给出了三个合理、有效的模型:Ⅰ)图像分析模型;Ⅱ)聚焦搜索模型;Ⅲ)规划模型;我们利用这三个模型,分别对题目所给的5组数据进行判断,得到了一致的结论:第1个和第4个零件是正品,第2,3和第5个零件是次品
结论的一致性,证明了三个模型的正确性
为了进一步验证模型的稳定性和有效性,我们利用随机生成的10000组数据,对模型Ⅱ)和模型Ⅲ)进行模拟检验,结果令人十分满意
在模型的进一步讨论中,我们首先讨论了模型的“小区域状态”,并给出了合理的分析,得出了有益的结论:在实际生产中“小区域状态”出现的概率是相当小的;接着,我们给出了对产品优劣程度的更精确的判别标准,并对所给的5组数据进行了排序:工件1>工件4>工件3>工件2>工件5
(其中>表示优于)最后我们分别对三个模型进行了评价:模型一:直观,可以做到一目了然
模型二:精度高,而且从理论上来说能够搜出任意小区域内存在的圆心
模型三:速度快,使用灵活
关键词图像分析模型聚焦搜索模型规划模型小区域状态问题的重述与分析某工件为圆形,半径为10mm±0
1mm,超出此范围即为次品
测量仪器自动在每个工件的圆周上测量36个数据
假定测量出的二位数据数足够精确的,要求建立一个合理的检验正/次品的模型,对每个工件的36个数据进行计算后给出判断
本问题是一个通过采样评定工件正/次品等级的问题
问题的数学实质在于判定:36个离散的点能否位于一个r=9
9mm,R=10
1mm的同心圆环之间
也就是说,我们要做的,是判断对每组数据,能否找到这样一个点,使得题目所给的36个点能够被包含于以该点为圆心,分别以r=9
9mm,R=10
1mm为半径的圆环之间
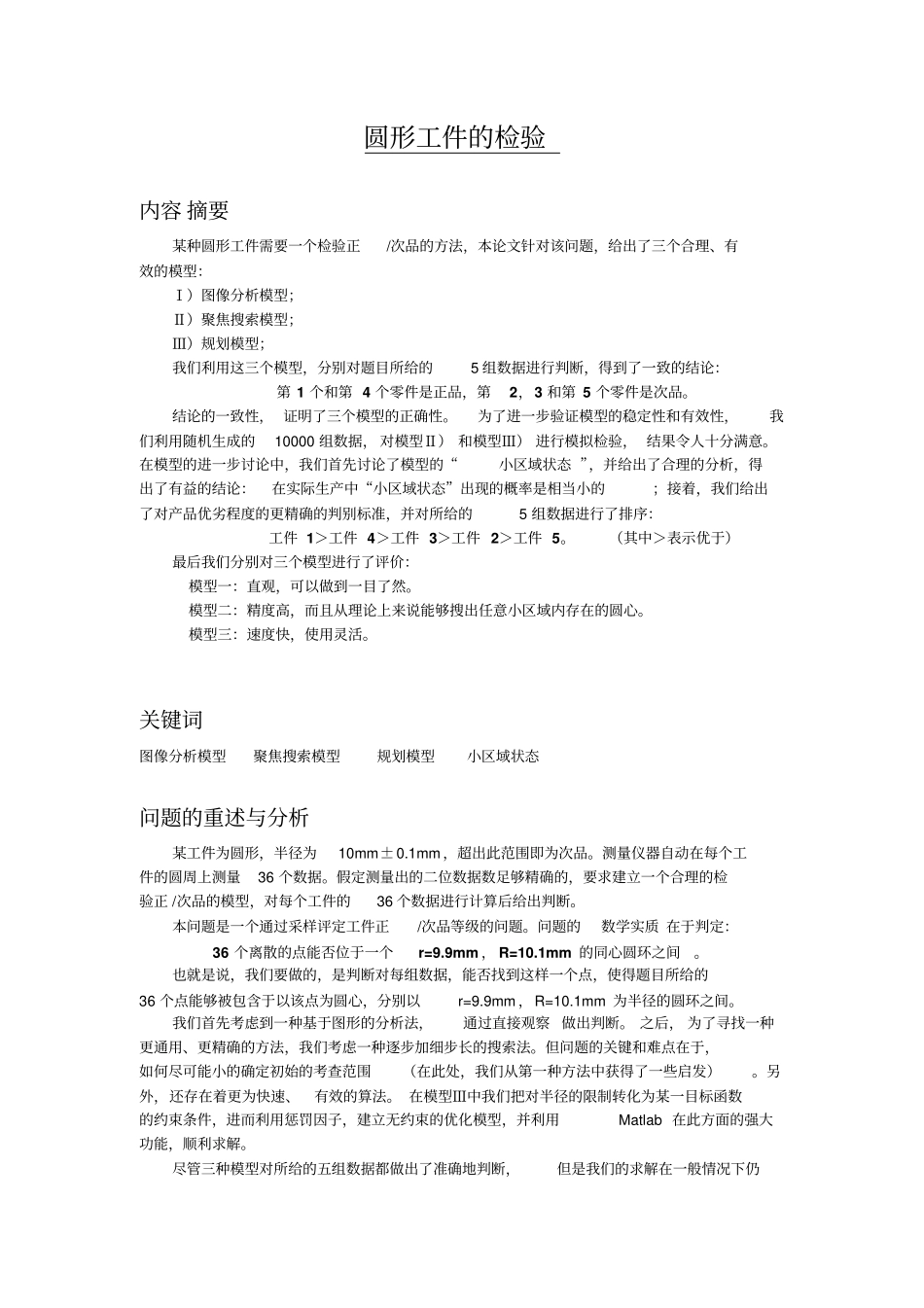
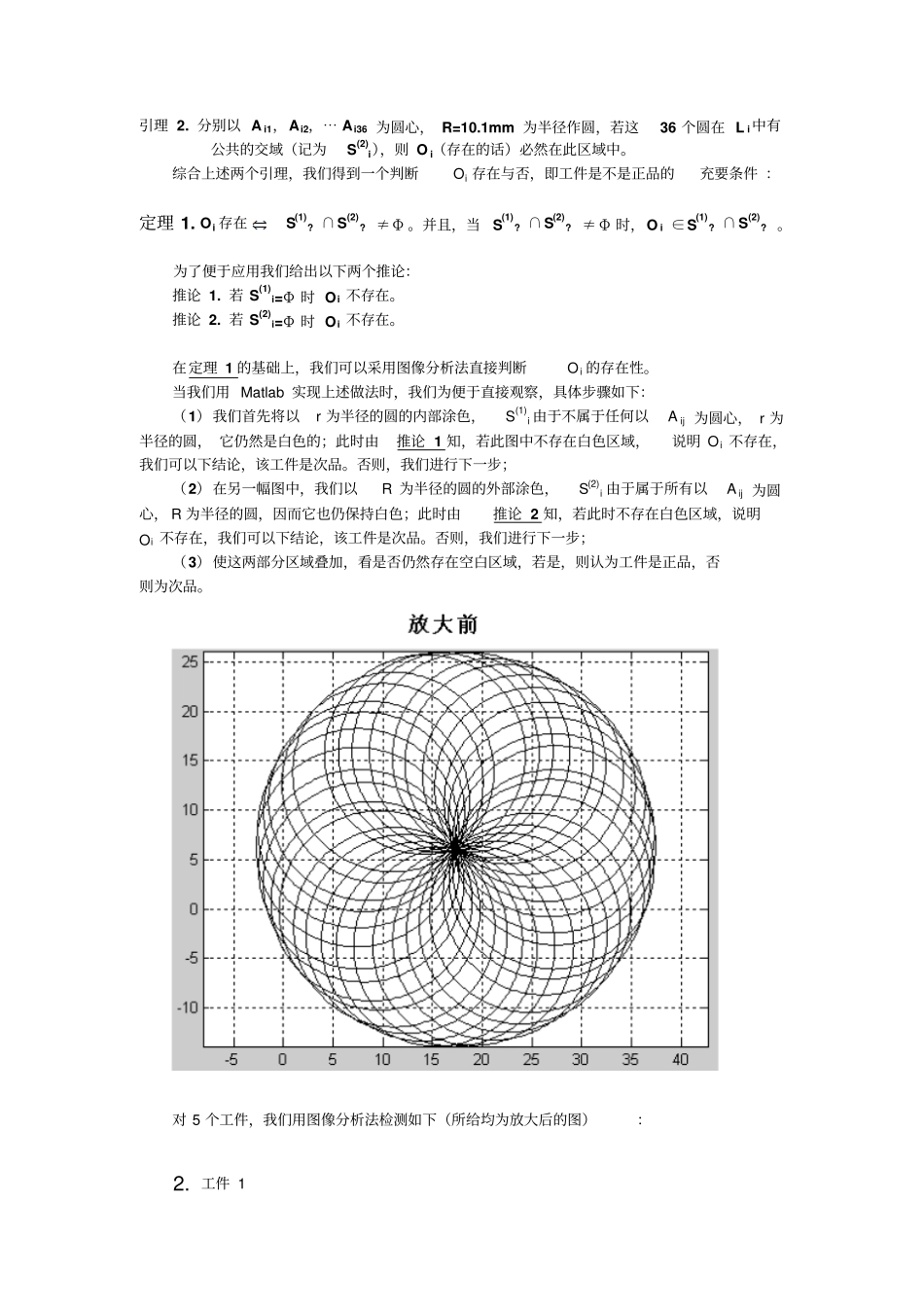
我们首先考虑到一种基于图形的分析法,通过直接观察做出判断
之后,为了寻找一种更通用、更精确的方法,我们考虑一种逐步加细步