第2章压铸设备2
1压铸机的工作原理与分类2
1压铸成型特点熔融合金在高压、高速条件下充型,并在高压下冷却凝固成型的一种精密铸造方法
压铸特点:①压铸件尺寸精度和表面质量高;②压铸件表层组织致密,硬度和强度较高,表层较耐磨
③可采用镶铸法简化装配和制造工艺;④生产率高,易实现机械化和自动化;⑤由于压铸速度极快,型腔气体难于完全排除,厚壁难以补缩,使压铸件易出现气孔和缩松;⑥压铸模具结构复杂、材料及加工的要求高
2压铸机的分类、型号1•分类按熔炼炉设置、压射装置、锁模装置布局等
热压室压铸机卧式冷压室压铸机立式冷压室压铸机全立式冷压室压铸机2
型号J1113BJ表示金属性铸造设备;第一位数字表示所属列,共有两列,“1”为冷压室,“2”为热压室;第二位数字表示所属“组”,共有9组,“1”表示卧式,“5”表示立式;第二位数字后数字表示锁模力的1/100kN;型号后的字母表示第几次改型设计
3压铸机的工作原理2
1热压室压铸机热压室压铸机工作原理图1-动模;2-定模;3-喷嘴;4-压射冲头;5-压室;6-坩埚a-压室通道;b-鹅颈嘴;c-鹅颈通道压射部分与金属熔化部分连为一体,并浸在金属液中
鹅颈嘴b的高度应比坩埚内金属液最高液面略高,使金属液不致自行流入模腔
压射时,冲头向下封住通道a时,压室、鹅颈通道、模腔构成密闭系统
冲头以一定的推力和速度将金属液压入模腔,充满型腔并保压适当时间后,冲头提升复位
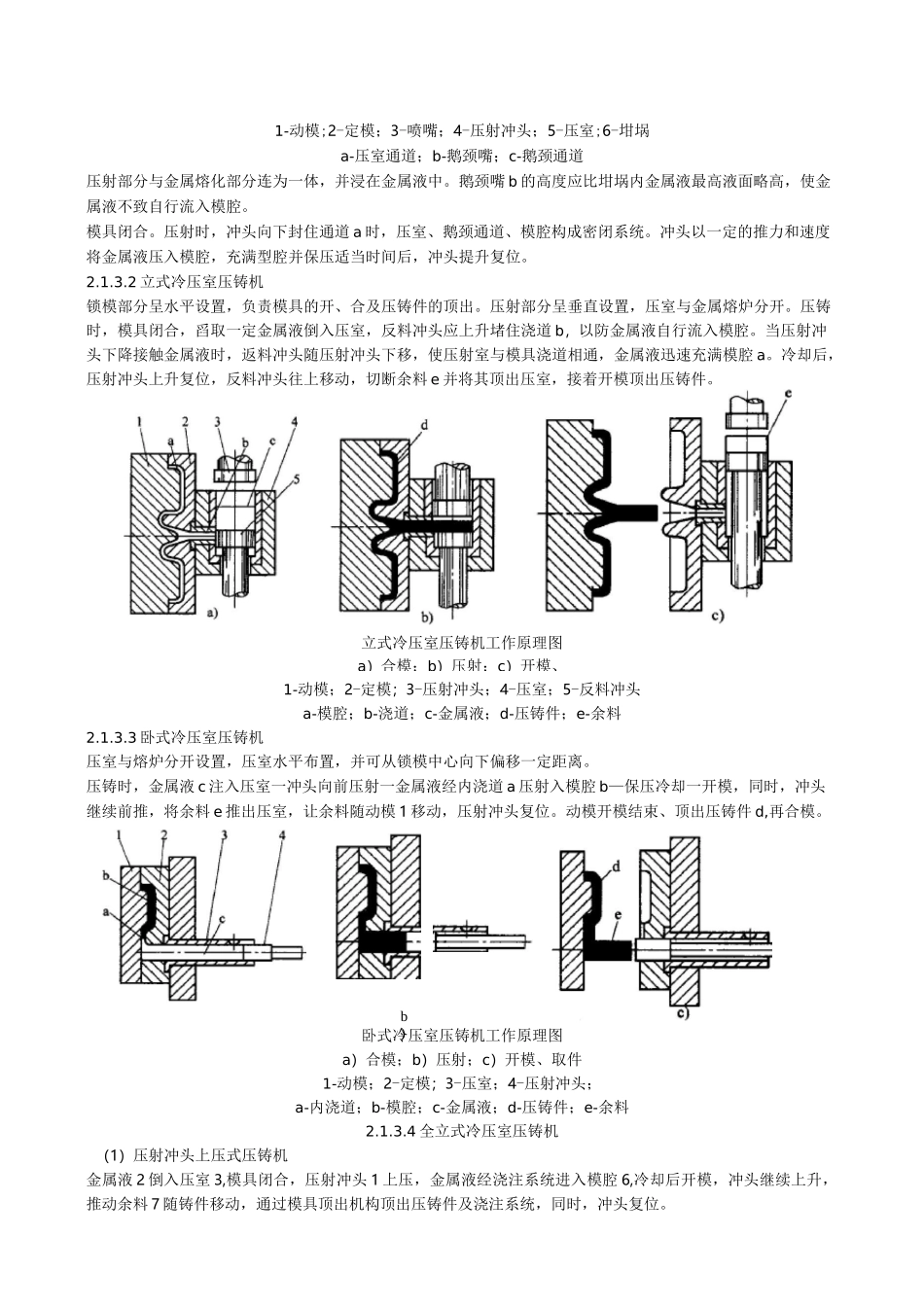
2立式冷压室压铸机锁模部分呈水平设置,负责模具的开、合及压铸件的顶出
压射部分呈垂直设置,压室与金属熔炉分开
压铸时,模具闭合,舀取一定金属液倒入压室,反料冲头应上升堵住浇道b,以防金属液自行流入模腔
当压射冲头下降接触金属液时,返料冲头随压射冲头下移,使压射室与模具浇道相通,金属液迅速充满模腔a
冷却后,压射冲头上升复位,反料冲头往