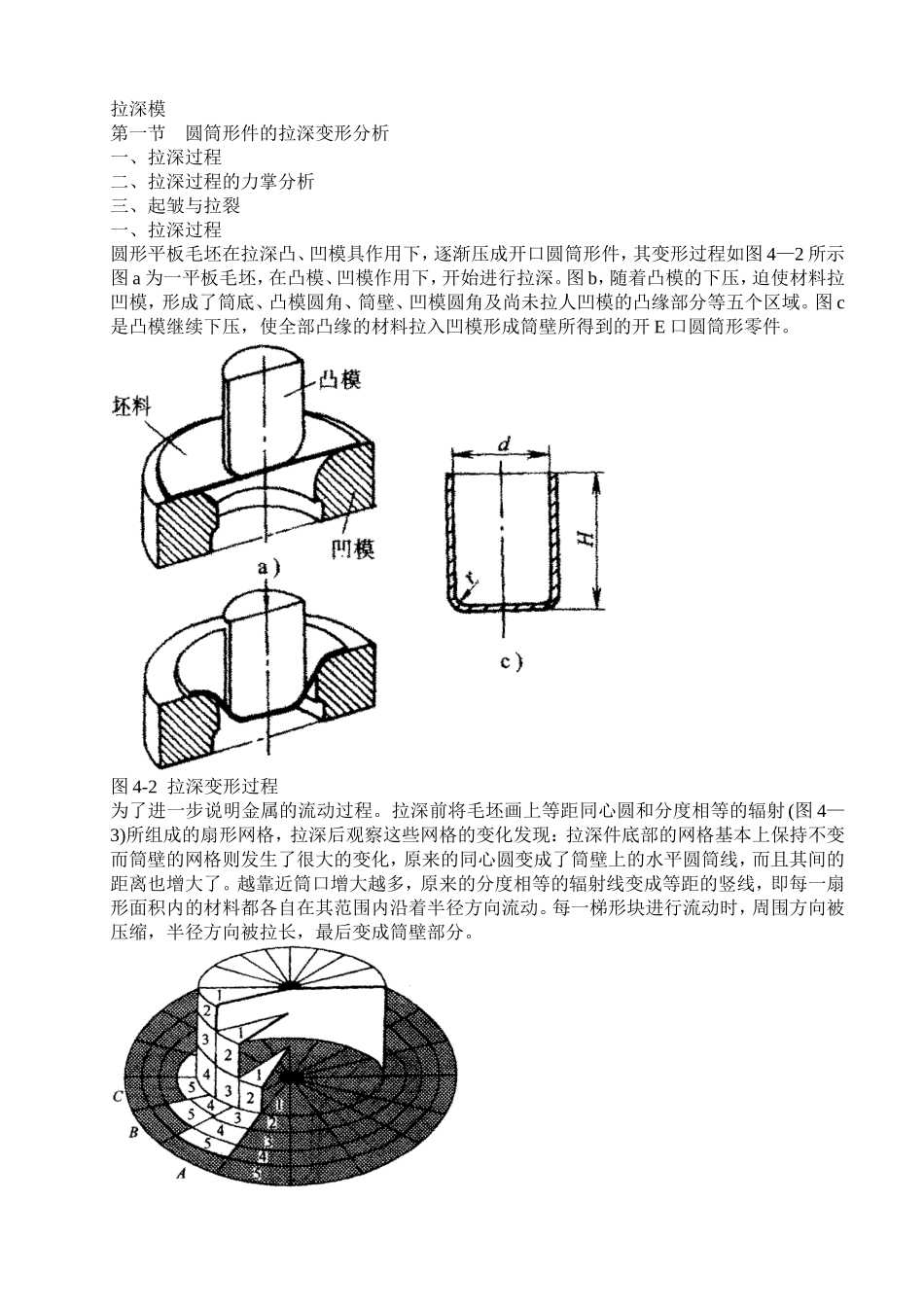
拉深模第一节圆筒形件的拉深变形分析一、拉深过程二、拉深过程的力掌分析三、起皱与拉裂一、拉深过程圆形平板毛坯在拉深凸、凹模具作用下,逐渐压成开口圆筒形件,其变形过程如图4—2所示图a为一平板毛坯,在凸模、凹模作用下,开始进行拉深
图b,随着凸模的下压,迫使材料拉凹模,形成了筒底、凸模圆角、筒壁、凹模圆角及尚未拉人凹模的凸缘部分等五个区域
图c是凸模继续下压,使全部凸缘的材料拉入凹模形成筒壁所得到的开E口圆筒形零件
图4-2拉深变形过程为了进一步说明金属的流动过程
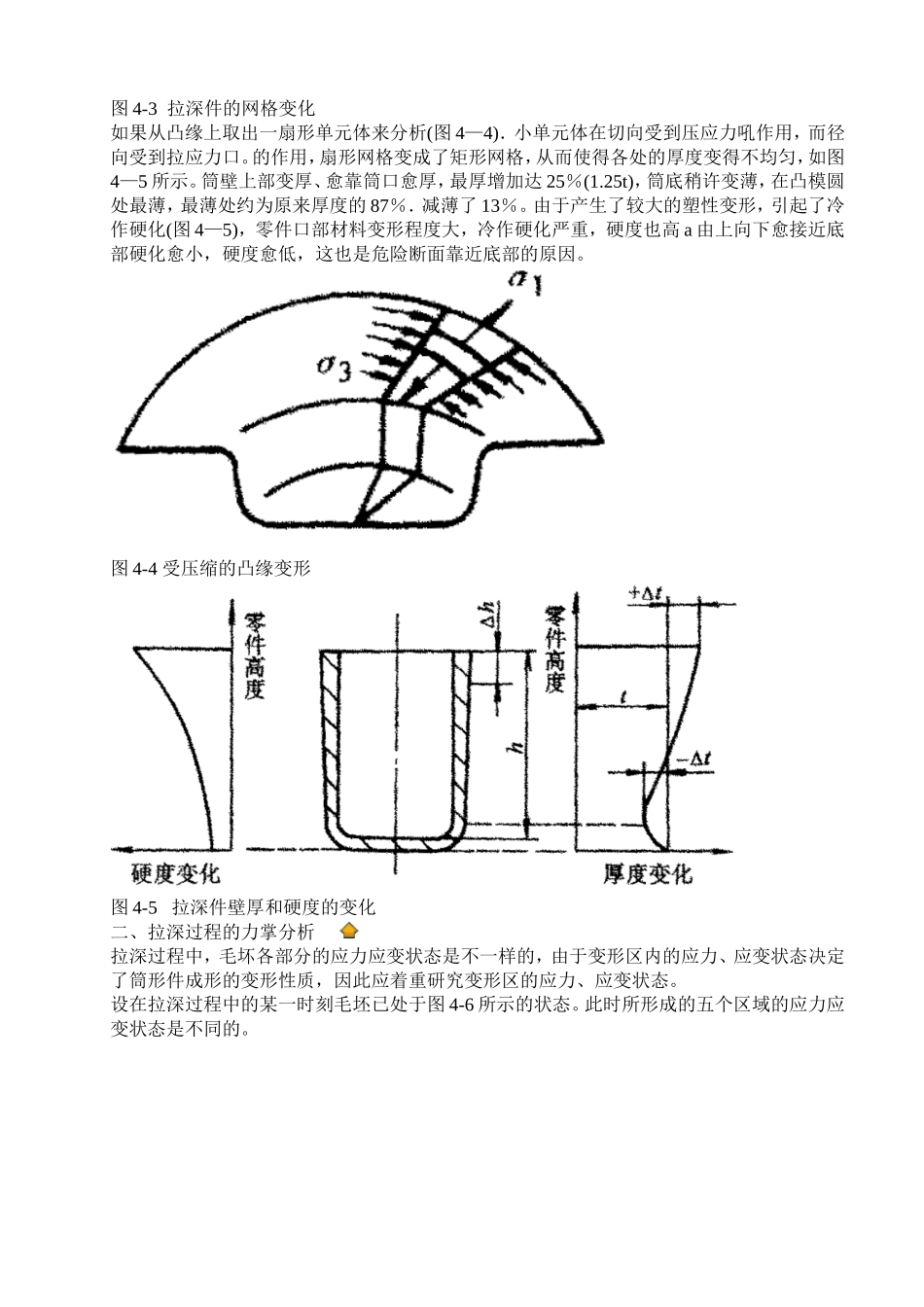
拉深前将毛坯画上等距同心圆和分度相等的辐射(图4—3)所组成的扇形网格,拉深后观察这些网格的变化发现:拉深件底部的网格基本上保持不变而筒壁的网格则发生了很大的变化,原来的同心圆变成了筒壁上的水平圆筒线,而且其间的距离也增大了
越靠近筒口增大越多,原来的分度相等的辐射线变成等距的竖线,即每一扇形面积内的材料都各自在其范围内沿着半径方向流动
每一梯形块进行流动时,周围方向被压缩,半径方向被拉长,最后变成筒壁部分
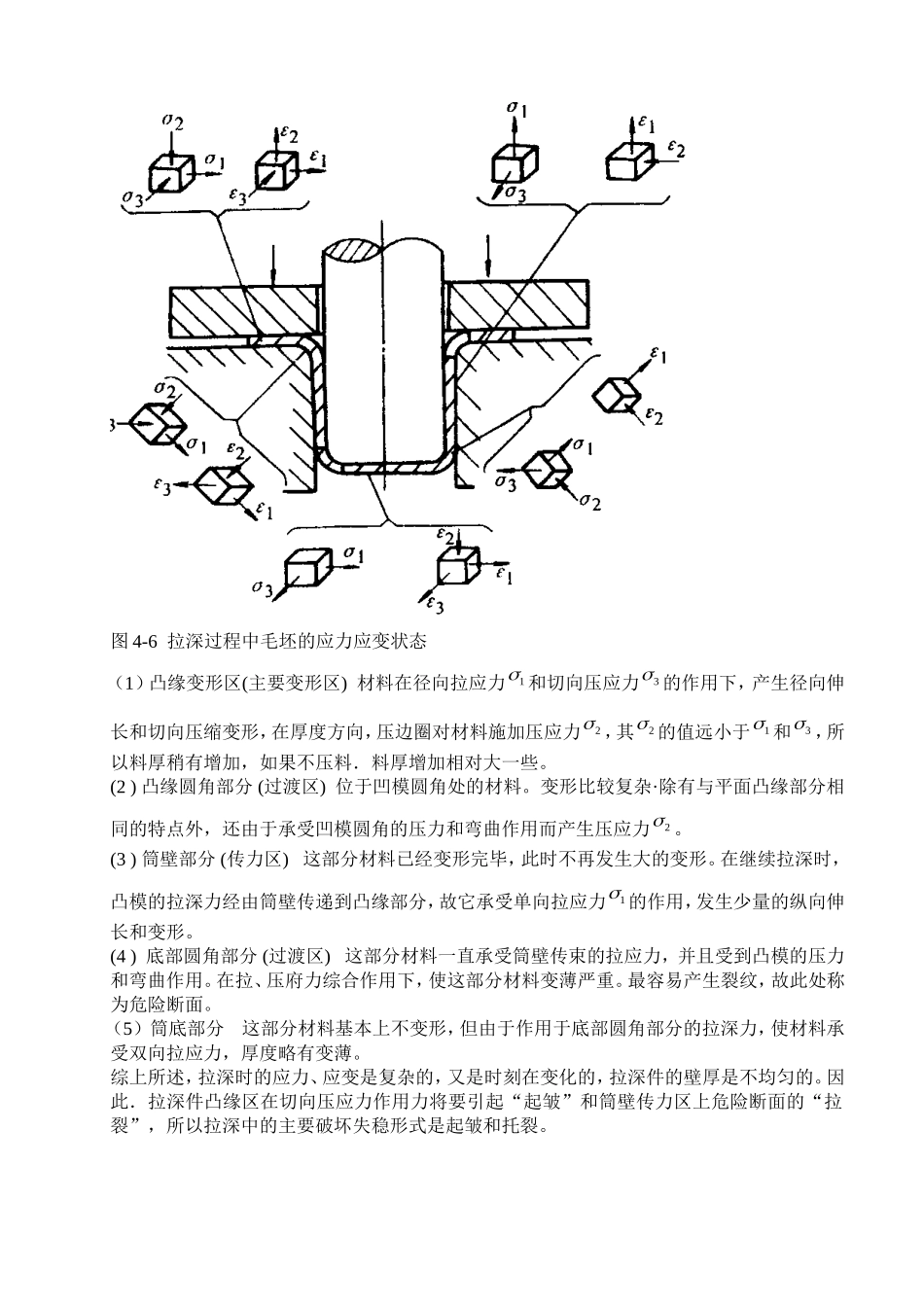
图4-3拉深件的网格变化如果从凸缘上取出一扇形单元体来分析(图4—4).小单元体在切向受到压应力吼作用,而径向受到拉应力口
的作用,扇形网格变成了矩形网格,从而使得各处的厚度变得不均匀,如图4—5所示
筒壁上部变厚、愈靠筒口愈厚,最厚增加达25%(1
25t),筒底稍许变薄,在凸模圆处最薄,最薄处约为原来厚度的87%.减薄了13%
由于产生了较大的塑性变形,引起了冷作硬化(图4—5),零件口部材料变形程度大,冷作硬化严重,硬度也高a由上向下愈接近底部硬化愈小,硬度愈低,这也是危险断面靠近底部的原因
图4-4受压缩的凸缘变形图4-5拉深件壁厚和硬度的变化二、拉深过程的力掌分析拉深过程中,毛坏各部分的应力应变状态是不一样的,由于变形区内的应力、应变状态决定了筒形件成形的变形性质,因此应着重研究变形区的应力、应变状态