陕西工业职业技术学院机械工程系学习情境一砂轮架主轴加工工艺方案制订与实施砂轮主轴的加工计划(五)-------工艺方案的设计(定位基准的选择)一、布置工作任务,明确要求二、砂轮主轴的工作条件(参照装配图1-1,回顾任务1内容)三、砂轮架主轴结构与技术要求分析(参照零件图1-2,回顾任务1内容)四、砂轮主轴材料及毛坯的选择(回顾任务1内容,分析确定材料及毛坯的原因)五、砂轮主轴定位基准的选择工件在夹具中定位时是通过一定的表面和定位元件相接触或配合来实现的,这些表面(定位基准面)和定位元件合成为定位副
定位副的选择及其制造精度将直接影响工件的定位精度和夹具的工作效率以及制造、使用性能,故对定位副的选择须提出必要的原则和要求
定位基准的选择定位基准的选择是否合理,对保证工件加工后的尺寸精度、形位精度,对加工顺序的安排以及生产率的提高和生产成本的降低均起着决定性的作用,它是制订工艺过程的主要任务之一
定位基准可分为粗基准与精基准两种
对毛坯进行机械加工时,第一道工序只能以毛坯表面作为定位基准,这种以毛坯表面作为定位基准的基准称为粗基准;以加工过的表面作定位基准的基准称为精基准
在加工中,首先使用的是粗基准,但在选择定位基准时,为了保证零件的加工精度,首先考虑的是选择精基准
粗基准的选择原则选择粗基准时,主要考虑如何保证加工面都能分配到合理的加工余量,以及加工面与不加工面之间的位置精度,同时还要为后续工序提供可靠的精基准
具体选择时一般遵循下列原则:(1)选用不加工的表面作粗基准这样可以保证零件的加工表面与不加工表面之间的相互位置关系,并可能在一次装夹中加工出更多的表面
如图1-61所示,铸件毛坯孔B与外圆有偏心,若以不加工的外圆面A(图(a))为粗基准加工孔B,加工时余量不均匀,但加工后的孔B与不加工的外圆面A基本同轴,较好的保证了壁厚均匀
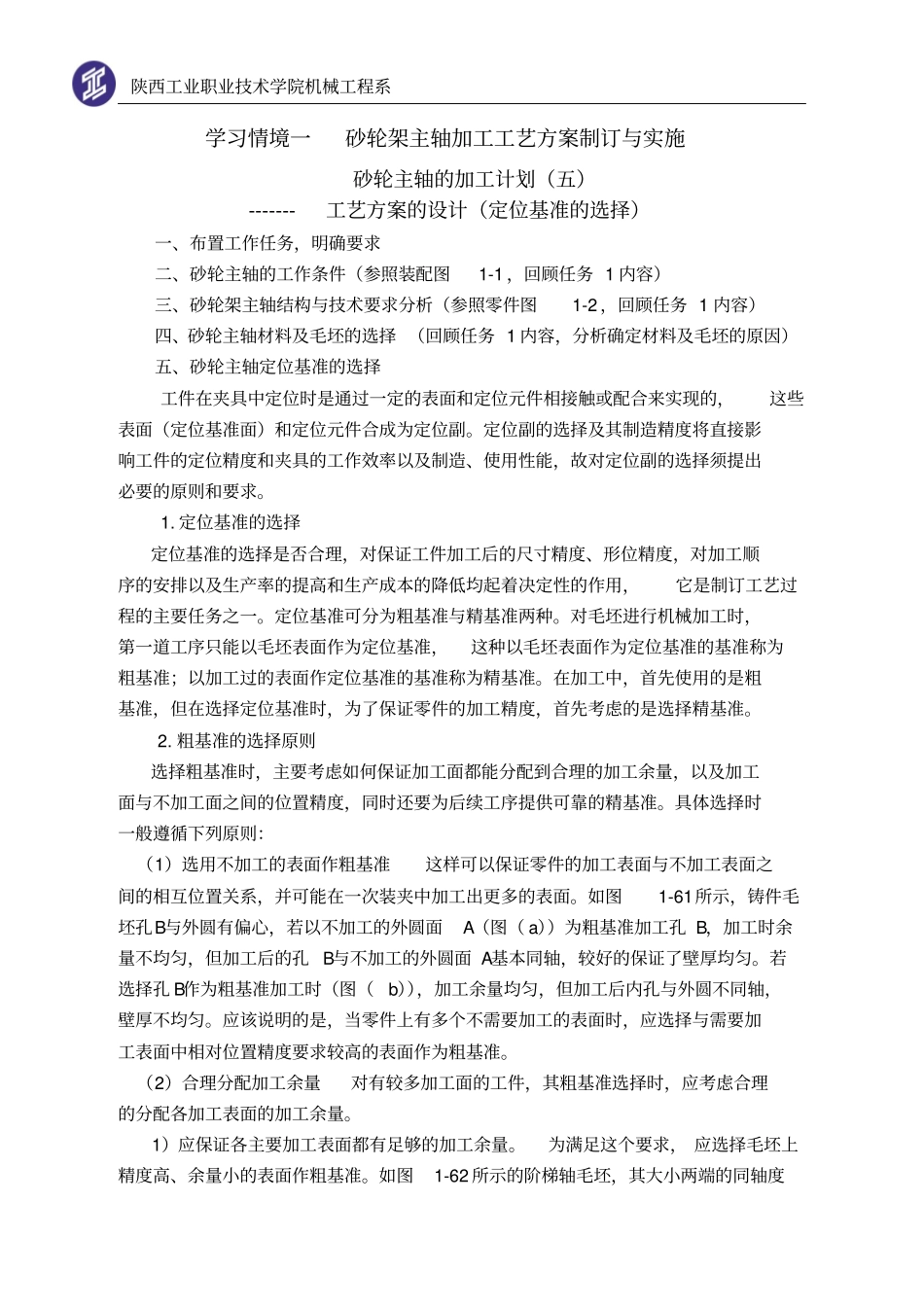
若选择孔B作为粗基准加工时(图(