技术交底记录工程名称黄州站改扩建工程交底时间2010/9/20施工单位中铁建工集团有限公司分项工程名称网架屋面天沟交底内容:(专业)技术负责人交底人被交底人一、施工准备1
1、机具准备:手枪钻、手锤、皮锤、板子、钳子、电焊机、钢丝片、切割机、角磨机、塔吊
2材料准备:50*3mm方通、2mm厚不锈钢板、0
9mm厚铝镁锰合金板、防锈漆、灰色面漆、防水腻子、耐候密封条、防水螺丝、氩弧焊条、E43结构焊条等
矚慫润厲钐瘗睞枥庑赖
二、施工条件2
1、网架验收合格、支托安装完成,并验收完毕
2、所有防腐涂料和面漆涂刷完毕并验收合格
3、需要修补及整改的位置全部整修完毕,并达到验收标准即:1)、天沟龙骨质量验收完毕,
2)、修改部位焊缝打磨完成并涂刷防腐涂料及面漆完毕,验收合格
三、施工工艺2
1、工艺流程支托标高、轴线复核挂线→龙骨焊接→龙骨除锈刷漆→龙骨安装及调平→与檐口安装交接→2mm厚不锈钢天沟安装→天沟焊接
聞創沟燴鐺險爱氇谴净
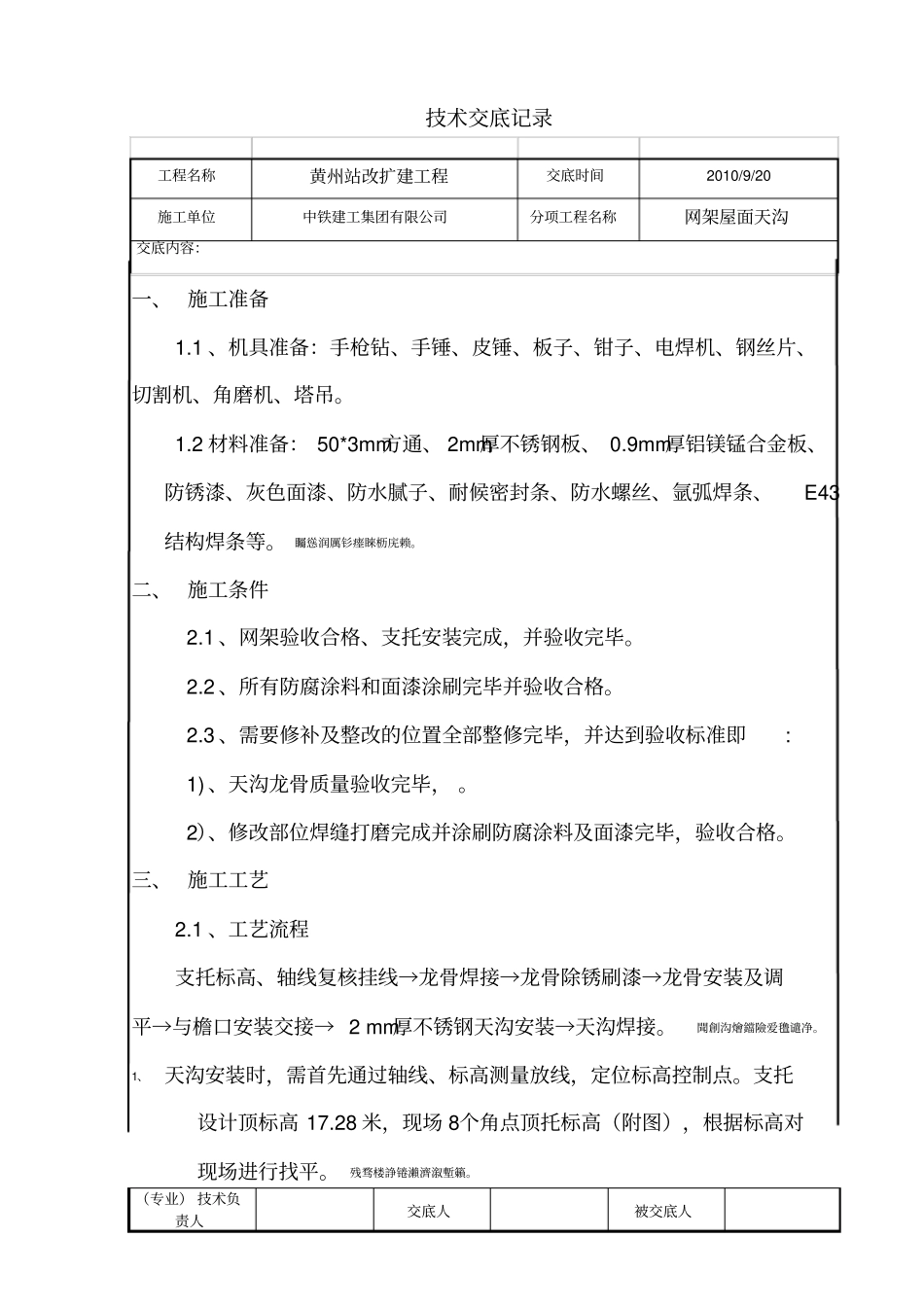
1、天沟安装时,需首先通过轴线、标高测量放线,定位标高控制点
支托设计顶标高17
28米,现场8个角点顶托标高(附图),根据标高对现场进行找平
残骛楼諍锩瀨濟溆塹籟
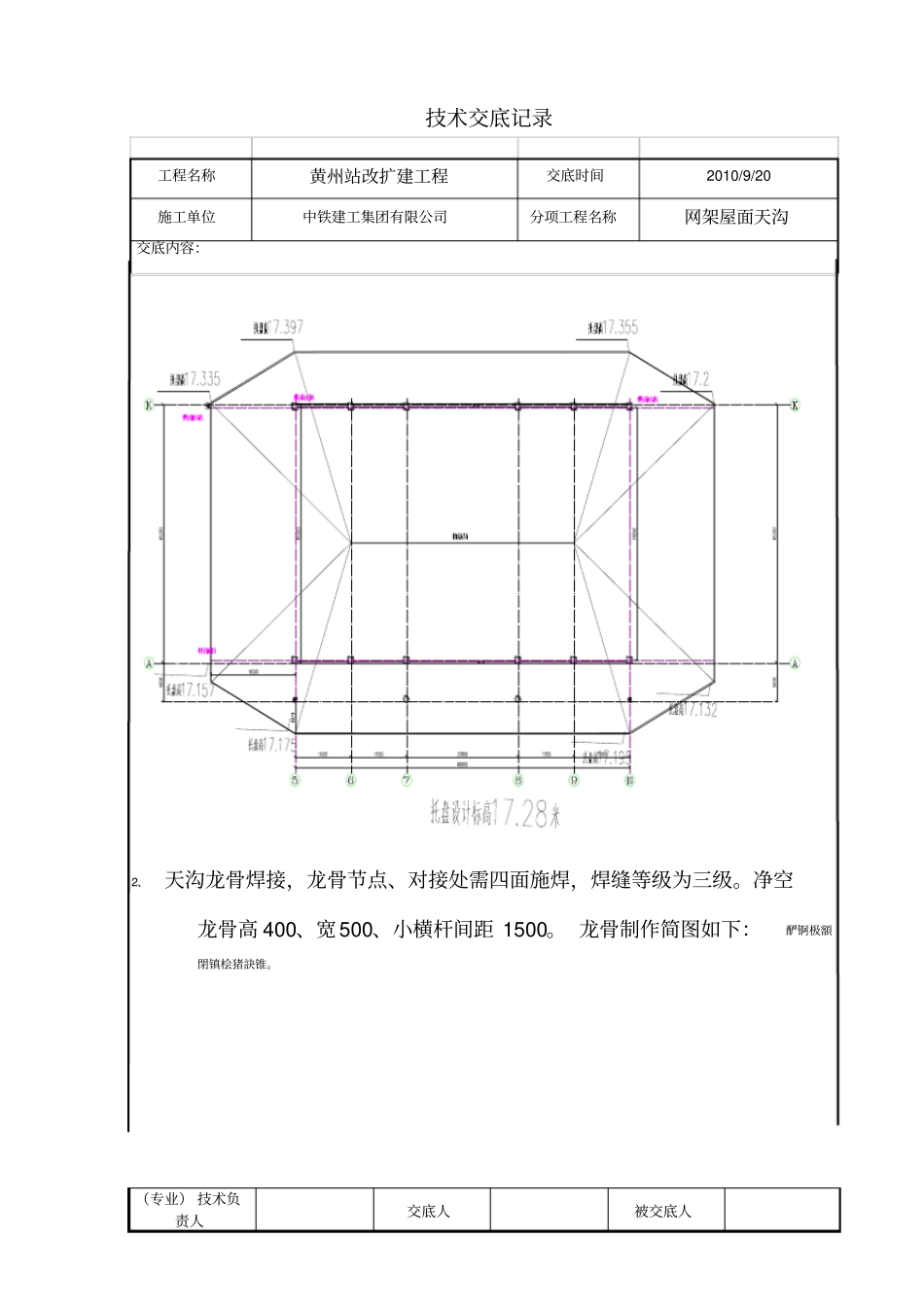
技术交底记录工程名称黄州站改扩建工程交底时间2010/9/20施工单位中铁建工集团有限公司分项工程名称网架屋面天沟交底内容:(专业)技术负责人交底人被交底人2、天沟龙骨焊接,龙骨节点、对接处需四面施焊,焊缝等级为三级
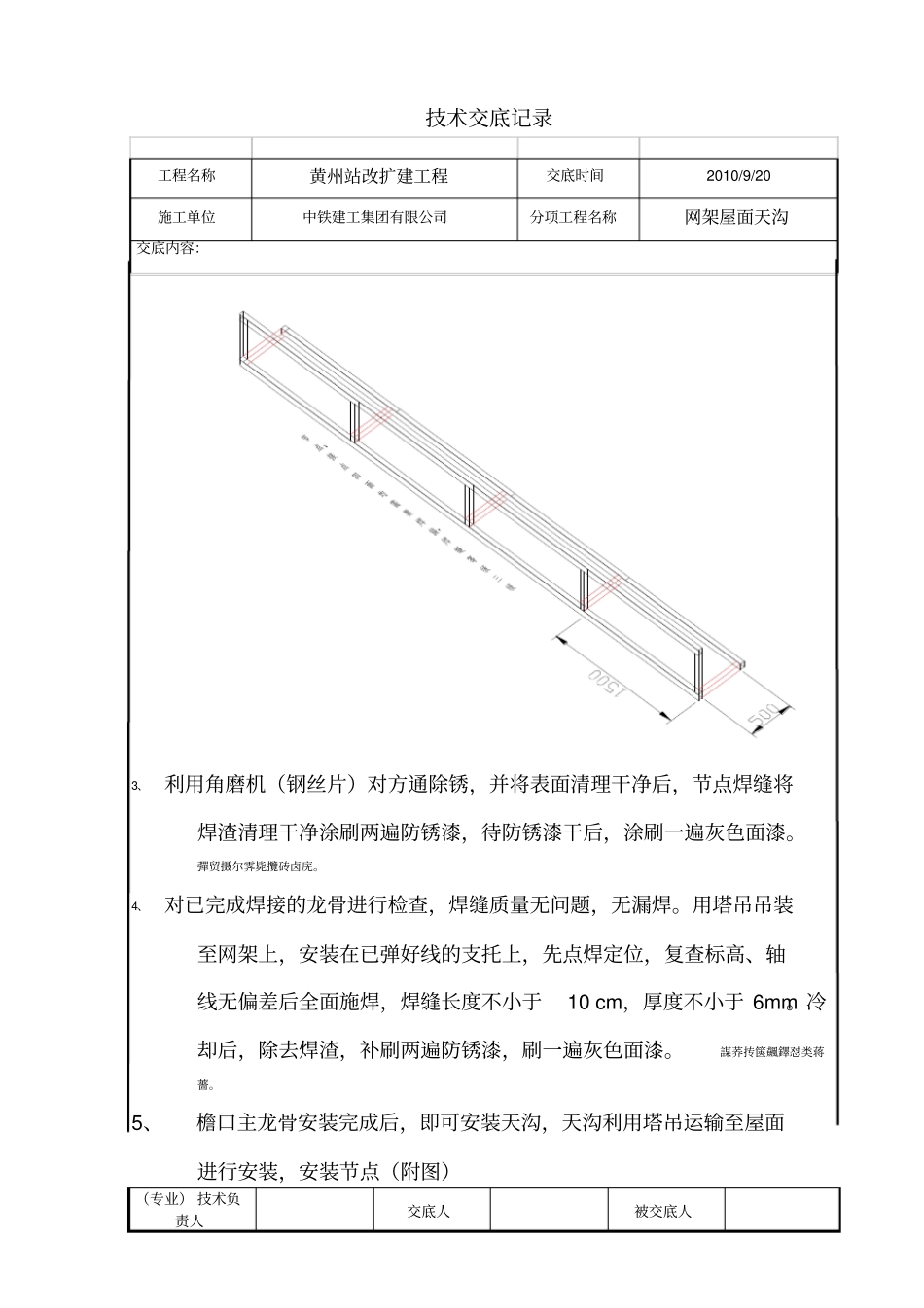
净空龙骨高400、宽500、小横杆间距1500
龙骨制作简图如下:酽锕极額閉镇桧猪訣锥
技术交底记录工程名称黄州站改扩建工程交底时间2010/9/20施工单位中铁建工集团有限公司分项工程名称网架屋面天沟交底内容:(专业)技术负责人交底人被交底人3、利用角磨机(钢丝片)对方通除锈,并将表面清理干净后,节点焊缝将焊渣清理干净涂刷两遍防锈漆,待防锈漆干后,涂刷一遍